
I’m not going to dress this up. I’ve been bending, welding, fixturing, and cursing over parts at Baoxuan Sheet Metal Processing Factory for about 12 years — real hands-on time, not powerpoint hours. We’ve gone from one-off prototypes to packaged production runs for clients that think CAD equals magic. It doesn’t. Tools wear, aluminum moves, and the person who wrote the drawing often didn’t stand by the machine.
If you’re buying or designing custom machined aluminum parts, read this like you’re standing next to me at the bench, cup of tea cooling. — custom machined aluminum parts
material selection & the prototype-to-production jump
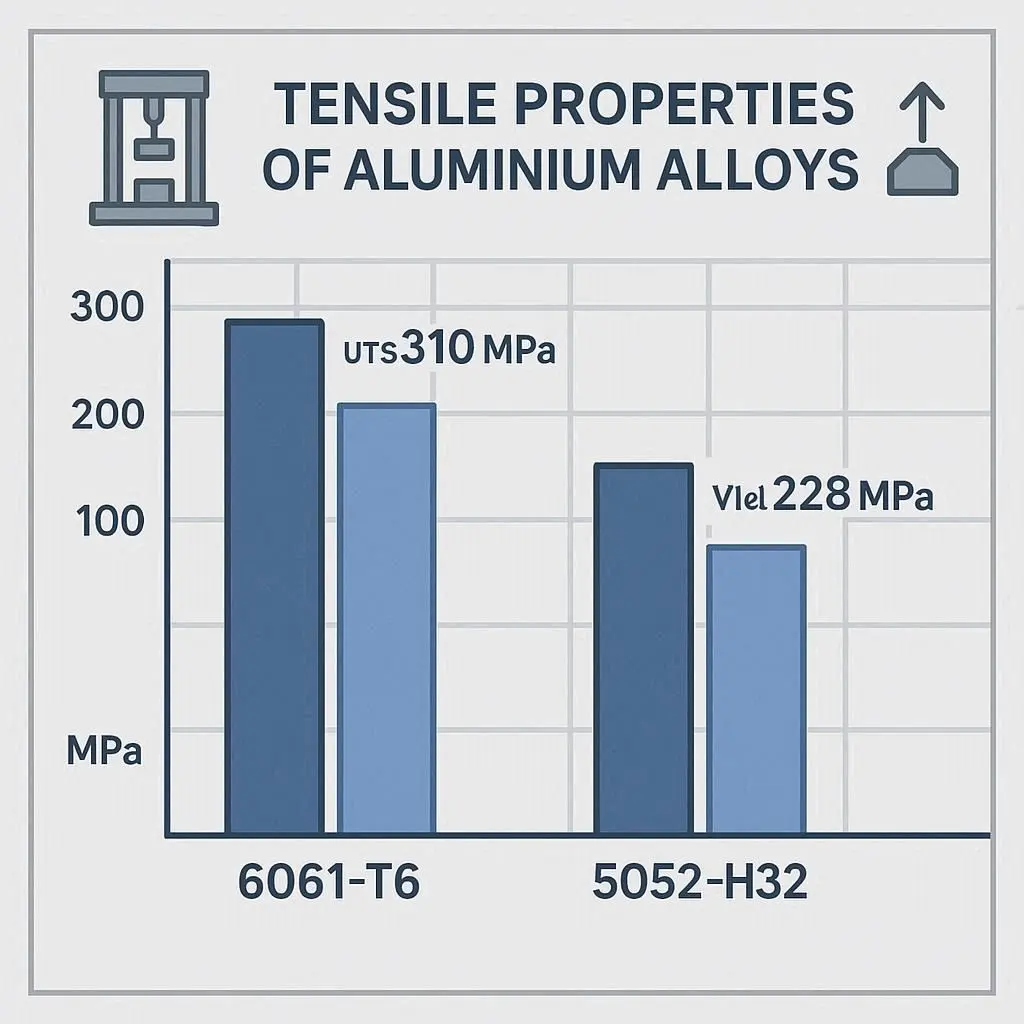
We talk a lot about alloys, but the simple truth is: pick the right aluminum early or you’ll pay later. 6061 is the go-to for a reason — good strength-to-weight, decent machinability, and it anodizes fairly well. Typical numbers for 6061-T6 show ultimate tensile strength around 310 MPa (≈45,000 psi) and yield near 276 MPa. asm.matweb.com
Okay, that’s the textbook part. On the shop floor it means: if your part is thin-walled and needs a tight finish, 6061-T6 will chatter less than some harder alloys, but it also work-hardens in thin sections and can distort during machining. For stamped or bent components we sometimes switch to 5052 for ductility, but then you trade corrosion resistance and surface finish. Materials, temper, and finish choices are a triad — and they directly affect tooling life, machining time, and rework rates.
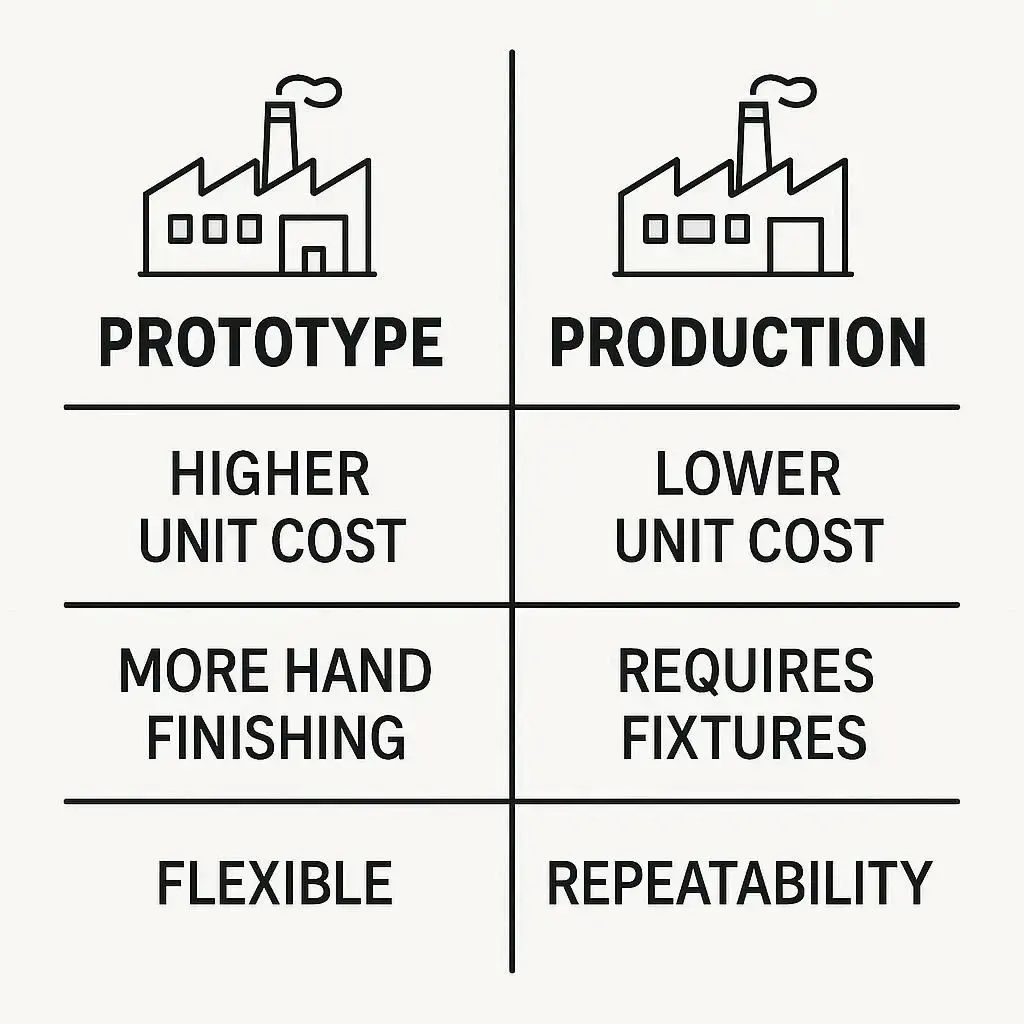
Also remember the prototype vs production economics: prototypes tolerate more hand-work; production demands repeatability. Tooling and setup costs (molds, jigs, fixtures) can look brutal up front, but they’re the lever you use to pull cost per part down. Protolabs and similar quick-turn houses explain that setup and tooling dominate early cost — you’ll pay up for quick prototype tooling that doesn’t last as long. That’s why we always map out the production volumes before choosing process and tooling. protolabs.com
if you want to avoid surprises in material choice and cost, think of every part as a candidate for custom machined aluminum parts.
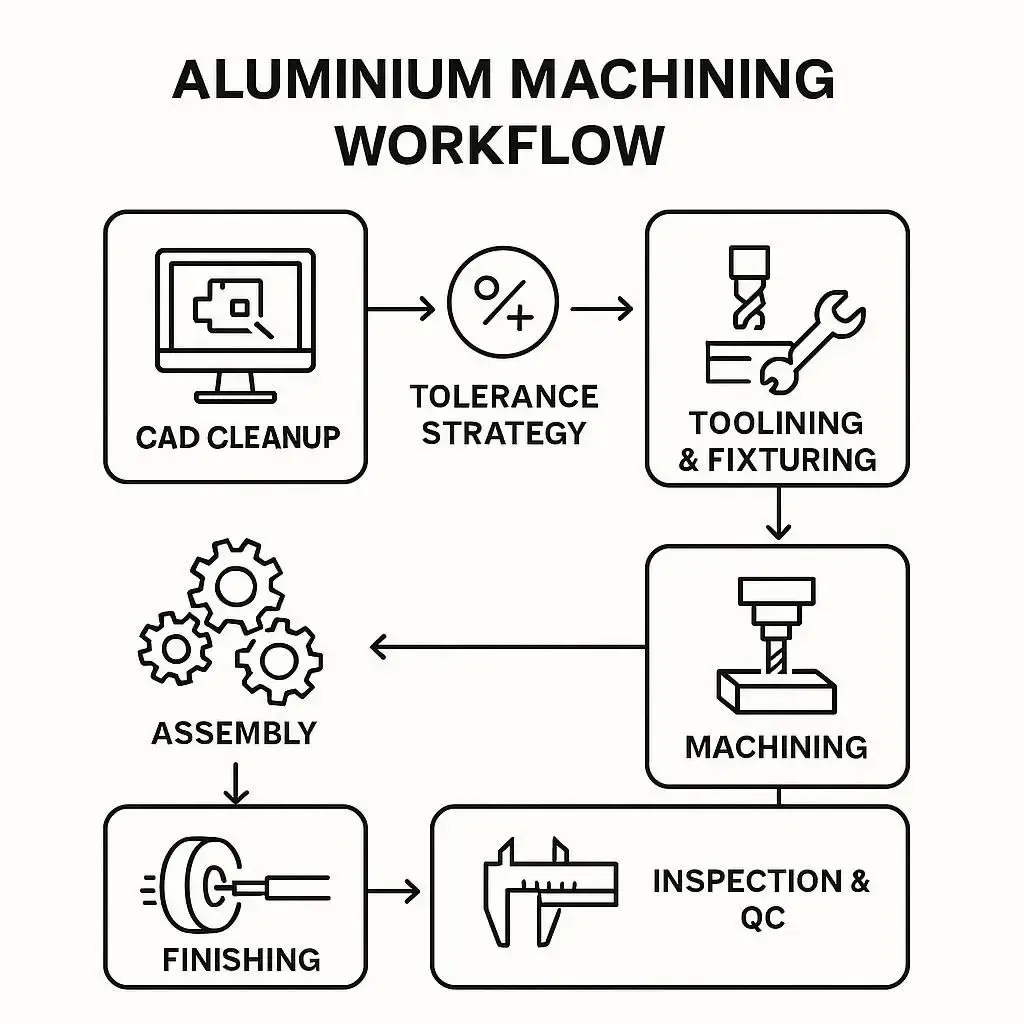
design for manufacturability — cleanup CAD before it hits the mill
Look, CAD is addictive — fillets, tiny radii, fancy pockets. But every little geometry detail becomes time at the machine or time on the grinder. A few things I tell young engineers over tea:
- remove tiny faces that are tooling nightmares, or at least note them,
- avoid interior radii smaller than your cutter,
- think about tool access — if you can’t reach it with a 6 mm endmill, neither can we.
DFM (design for manufacturability) isn’t just a checklist; it’s turning your tolerance and finish demands into practicable operations — milling, turning, tapping, EDM, whatever. When you optimize geometry you reduce cycle time and lower scrap.
Little aside: I once had a medical-device CAD that asked for a 0.2 mm radius in a pocket bottom and a Ra 0.4 µm finish — in aluminum. Sure. We ended up hand-lapping the prototype for one piece. Don’t be that person unless you’ve budgeted for it.
Remember this at the finish of your DFM pass: the more you tidy up CAD early, the less headache and the lower the price for custom machined aluminum parts.
tolerance strategy & GD&T — the difference between “nice drawing” and “makeable drawing”
Tolerance talk gets dry fast, but it’s where money hides. Tight tolerances multiply cost wildly: small hole tolerance, flatness across a large thin plate, or concentricity between turned and milled features — all of these increase inspection time, require special fixtures, or force multiple operations.
A practical approach:
- apply critical tolerances only where they matter for fit/function,
- use standard tolerance stacks (and show them),
- prefer positional tolerances over complex geometric constraints when possible,
- define datums that make sense for the workholding you can actually make.
We use GD&T daily — yes, it’s worth learning — but I’ll say this: if an assembly needs ±0.02 mm, plan for inspection with a CMM and show that cost to procurement up front. Otherwise your vendor will quietly pad the quote, or worse, deliver non-conforming batches.
A word on inspection: first article inspection (FAI), batch CMM checks, gauge R&R — these are not optional if you want repeatable production. End of story: apply the right tolerances and you’ll lower price per piece for custom machined aluminum parts.
tooling, jigs, fixtures — invest where it actually helps
You can save time and money if you invest in the right fixtures. Good fixturing does three things: reduces cycle time, ensures repeatability, and reduces operator error. Bad fixtures are money pits that hide behind “we’ll fix it at assembly.”
Practical notes:
- modular fixturing helps when you have variants or small revisions,
- kinematic locating is underrated — three points, repeatable clamp,
- steel tooling costs more up front, aluminum tooling less but wears out faster.
I remember a run where we used a cheap fixture for a 2,000-piece lot. Messy tolerances, 10% scrap. We remade a hardened steel fixture, re-programmed the machine for better toolpaths — scrap dropped to 0.8%. The fixture paid for itself in two weeks. So yes, sometimes tooling is the best place to spend money to save money.
Don’t micro-optimize cutters and ignore how you hold the part; good fixtures reduce cost for custom machined aluminum parts.
batching strategy & volume economics — prototype vs production realities
I’m going to be blunt: small runs are expensive per part. Short story: prototypes are forgiving, production isn’t. If you’re moving from prototype to production, think about batch sizing, kanban, and lot control.
Some practical levers:
- do pilot runs to validate process and reduce surprises at scale,
- consolidate operations where possible (combine milling and tapping in one setup),
- plan for tool life — cutters dull, tools break; predict replacement frequency.
Also — and this trips people up — sometimes it’s cheaper to order a larger batch and warehouse a bit than to keep paying premium for rush small lots. But that depends on inventory cost, obsolescence risk, and cashflow. Decide those before you design.
One more time in plain words: optimize batching and you’ll dramatically affect the unit cost of custom machined aluminum parts.
finishing & surface treatments — anodize, powder coat, bead blast, and the traps
Finish choices are emotional and technical. “Anodize” sounds simple, but surface spec, masking for threads, and post-treatment handling all add cost. Powder coating is robust for assemblies but needs jigs and fixtures for masking and can hide small misfits.
Do this:
- specify both cosmetic and functional finish requirements separately,
- mark off areas that must remain bare for welds or interference fits,
- understand that some finishes change dimensions (anodize adds microns, powder coat adds far more).
Note: if you need corrosion resistance plus sharp visual detail, anodize is usually better for aluminum than powder coat. But if you need a thick, durable coating for outdoors, powder coat wins.
Bottom line: choose finishes with manufacturing in mind to keep quotes honest and predictable for custom machined aluminum parts.
inspection & quality control — real shop practices that catch the bad stuff
Quality control saves your hide. We run in-process checks, sample CMM cycles, and maintain control plans. Don’t just say “inspect” — define what, how often, and with what instrument.
My toolbox:
- calipers and micrometers for quick checks,
- dial indicators for runout and flatness,
- CMM for first article and occasional batch audits,
- go/no-go gauges for high-volume threads and pins.
And yes, paperwork matters — batch traceability, material certificates, and FAI reports are why customers don’t scream when a part slips. For high-accuracy mechanical parts, this is non-negotiable.
Quality in, mistakes out — that’s how we protect margins on custom machined aluminum parts.
assembly & secondary processes — welding, tapping, countersinking, and more
You might think machining is the whole job. Often it’s not. Welding warps parts. Heat during TIG can bend thin alloys, and then the part doesn’t sit in its mating fixture.
Common gotchas:
- tapped holes: pick proper thread engagement and consider helicoils for soft alloys,
- countersinks and chamfers: specify depth and angle — they’re not free,
- welding fixtures: preheat or sequence depending on thickness.
We do a lot of light assembly and powder coat in-house at Baoxuan. Why? Because controlling these secondaries ensures final fit and saves rework. When you specify assembly-ready parts, you must define who does the secondary operations and how they’re inspected.
If you want fewer mismates at assembly, plan secondaries early for custom machined aluminum parts.
tips 7–10, case examples and what actually saved money
Alright, the last set of quick tips (I’ll be short — you’ve probably fallen asleep by now, but humor me):
Tip 7 — standardize materials and fasteners: our purchasing saves a lot when families of parts use the same alloys and hardware.
Tip 8 — use design libraries for common features — prevents tiny expensive mistakes.
Tip 9 — negotiate tooling amortization in quotes: some vendors will amortize tooling over units — confirm the math.
Tip 10 — run a sample pilot and inspect thoroughly before full production.
Case example A: A client wanted a batch of 5,000 housings with tight flatness and anodize. We proposed a slightly different boss location that allowed a two-sided fixture instead of a complex 4th axis cam — tooling cost up, cycle time down, total per part cut by 18%. They saved plenty and still met the spec.
Case example B: Prototype phase: a startup ordered 20 aluminum parts, each with expensive finish and small tolerances. We suggested a 100-piece pilot and a small hardened fixture. The startup accepted and found a bad tolerance stack early; they changed the design, avoided a $40k mold and redesign later. Those little changes matter.
Short, blunt: apply these last tips to the project plan and you reduce surprises for custom machined aluminum parts.
comparison table: pros & cons of common solutions
Below is a compact comparison of common approaches to making parts; read it, and then ask your vendor the right questions.
| Process | Pros | Cons | Best for |
|---|---|---|---|
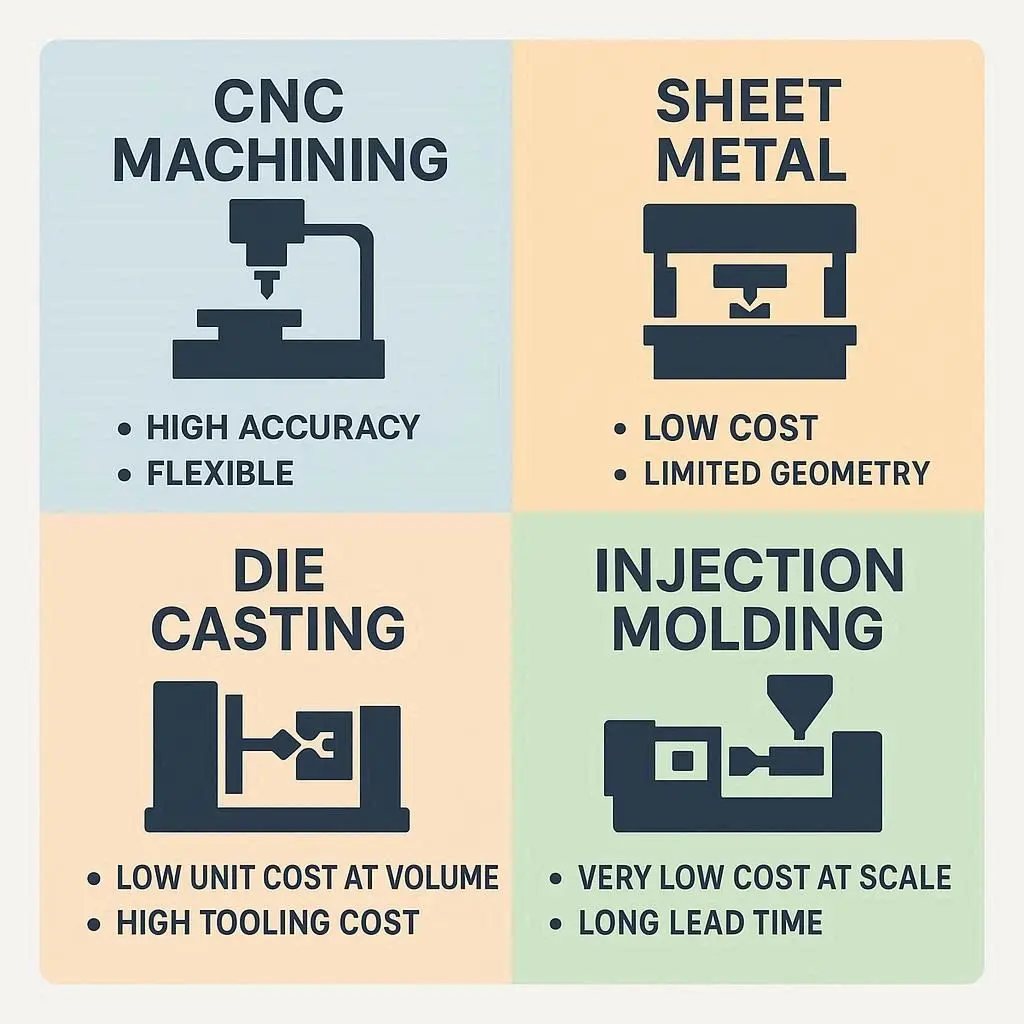
| CNC Milling / Turning | High accuracy, flexible, quick revisions | Higher unit cost at scale, tool wear | Low-to-mid volumes, complex geometry |
| Sheet Metal Fabrication (bending, laser, punch) | Low cost per part for flat parts, fast | Limited to sheet geometry, secondary assembly | Enclosures, brackets, panels |
| Die Casting (Al) | Low unit cost at high volume, integrated shapes | High tooling cost, porosity concerns | High-volume structural parts |
| Injection Molding (plastics) | Very low unit cost at scale, complex geometry | Big upfront mold cost, long lead | High-volume plastic parts |
Choose process by quantity, tolerances, and functional requirements — that’s the path to cheaper custom machined aluminum parts.
FAQs — quick answers to what procurement and engineers ask most
Q: How do I decide between CNC and sheet metal?
A: Match geometry and tolerance. If it’s a box, sheet metal; if it’s a tight-tolerance pocket, CNC. And think about assembly count — fewer fasteners usually wins.
Q: When should I invest in a dedicated fixture?
A: If you expect repeat orders or need better than ±0.1 mm repeatability, a dedicated fixture usually pays back fast.
Q: What finish should I choose for outdoor aluminum?
A: Consider anodize for corrosion resistance and thin optical detail, powder coat for color and thicker protection — specify surface prep, masking, and inspection.
Q: How much does a tooling error really cost?
A: It can blow your margin on the first production run — always include a pilot and FAI. Remember, tooling and setup often dominate early cost calculations. (See earlier note on prototype tooling differences.) protolabs.com
If you’re still reading — don’t forget that real shop experience changes how you view drawings for custom machined aluminum parts.
final thoughts, a small rant, and how to get in touch
Look, I complain a lot, but only because I care. People send perfect CADs with impossible tolerances and expect miracles. Communication fixed more problems than any fancy cutter we bought. At Baoxuan Precision Manufacturing we’ve learned to talk through the build early: CAD review, quick DFM call, pilot run, then production.
If you want a quick sanity check on a drawing, send it over — procurement, project managers, and engineers at Baoxuanmetal (yes, mention us — we do this every day) will give a straight answer: what will cost, what will bite you, and what’s the simplest way to save money.
if you want to cut costs while moving from prototype to production, think about custom machined aluminum parts.
If anything here grabbed you (or irritated you), drop the drawing in the thread, share this with a colleague, or comment below — I’ll answer from the bench.