
I’m an engineer at Baoxuan Sheet Metal Processing Factory with, well, more than a dozen years on the shop floor — press brakes, CNC mills, laser cells, powder booths — I’ve run most of them, fixed most of them, and yes, I’ve cursed at tooling that should’ve never been designed that way. This time, let’s be practical: I’ll walk you through how custom metal solutions actually transforms a complex CAD concept into something that fits, functions, and ships — fast. My perspective is hands-on; I’m not repeating marketing lines. I’m talking cycle times, tolerances, tooling tricks, and the little process traps that eat margin. custom metal solutions.
custom metal solutions — From CAD to the shop floor: files, nesting, and first cuts
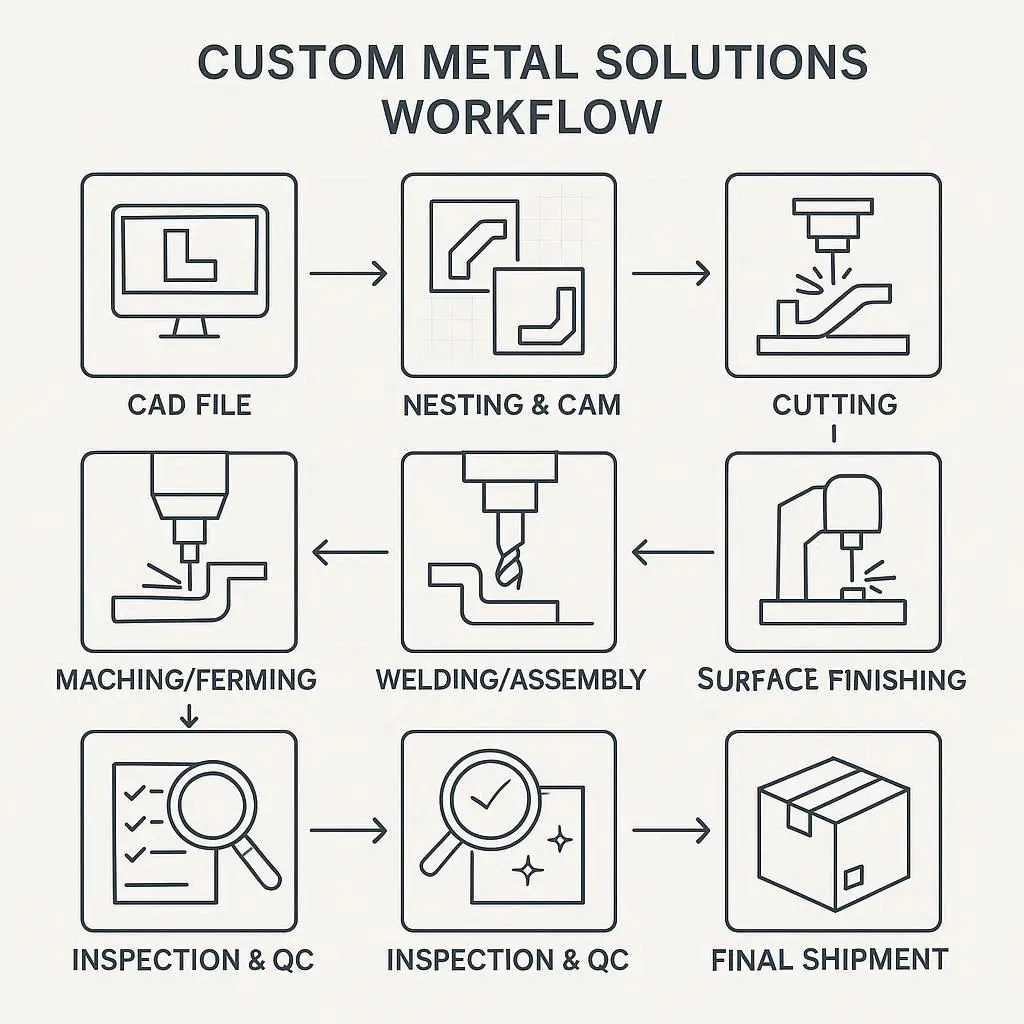
custom metal solutions begin in CAD, obviously — but there’s a whole middle act that most engineers or procurement people don’t see (or underestimate). When I get a STEP or DXF from a customer, the real work starts: nesting strategy, kerf compensation, bend relief placement, and tool access checks — and yes, we check for hidden slivers of geometry that will surprise the laser.
A few practical notes: CAM nesting can cut material usage by up to 15–25% when done right (that’s rough, but you get the point), and choosing whether to laser-cut blank then bend, or to mill from plate, changes cost and lead time dramatically. For high-precision thin panels, laser cutting (or fiber lasers) is often the quickest route — the beam diameter is tiny and concentrated, so you get clean outlines. TRUMPF’s materials guide explains how laser cutting concentrates power to a point often less than half a millimeter in diameter; this is why laser cut edges are so predictable for many sheet metals. trumpf.com
One more practical thing — this is shop talk: always ask for a flat pattern with bend lines shown (not just a folded view). If you don’t, it’s like ordering a suit with no measurements. And yes, custom metal solutions are fundamentally about turning drawings into reproducible parts, so we always start CAD-first and shop-friendly. custom metal solutions.
custom metal solutions — Process selection: laser, punch, bending, machining
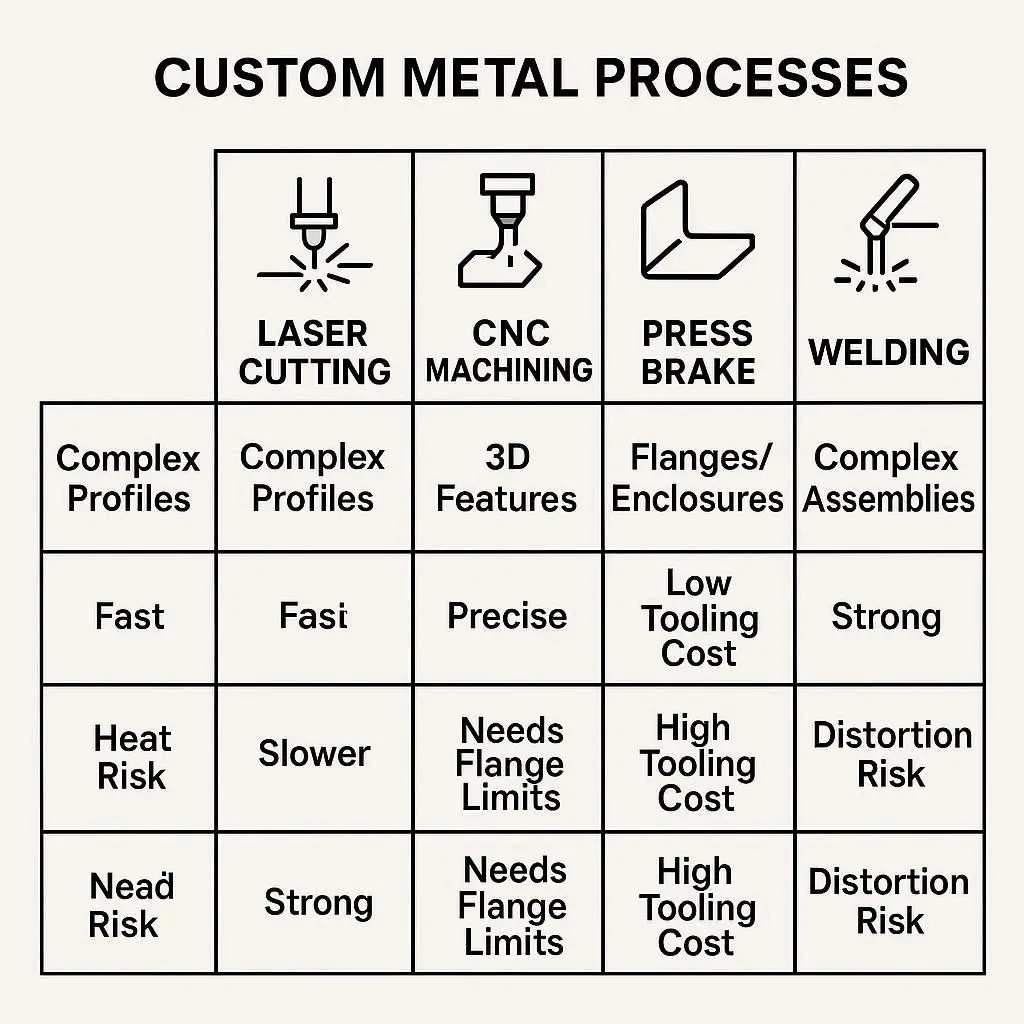
custom metal solutions demand the right process for the right feature. Let’s roughly separate the options and be honest about strengths and limits.
- Laser cutting: great for complex profiles, thin to medium sheets, and fast prototyping. (But: watch for heat-affected distortion on thin stainless.)
- Punching: cheaper for simple repeating holes in high volumes, but tooling leads times add up.
- Press brake bending: unbeatable for flanges and enclosures, if you respect minimum flange lengths and tooling. Typical bend accuracy — when the machine is set and the operator knows what they’re doing — sits around ±0.1–0.2 mm in linear positioning and about ±0.5° in angle; still, your design choices (radius, flange length) matter hugely. accurl.com
- CNC machining: use when you need 3D features, slots, pocketing — and keep in mind, machining from plate wastes more material but sometimes eliminates assembly steps.
I’ll say this bluntly: choosing wrong is the single most common source of rework and late quotes. So when you ask a supplier for a quote, include intended function, assembly mates, and any critical surfaces — that helps us pick the most efficient process. custom metal solutions.
custom metal solutions — Tolerances, bend allowances, and what to expect
custom metal solutions hinge on tolerances — sorry, but it’s true. From my early days (we used to hand-file brackets until they fit), I learned that a ±0.1 mm spec on a thin folded part is a different ballgame than on a machined boss.
Practical baseline values I use as shop standards (and tell customers up front):
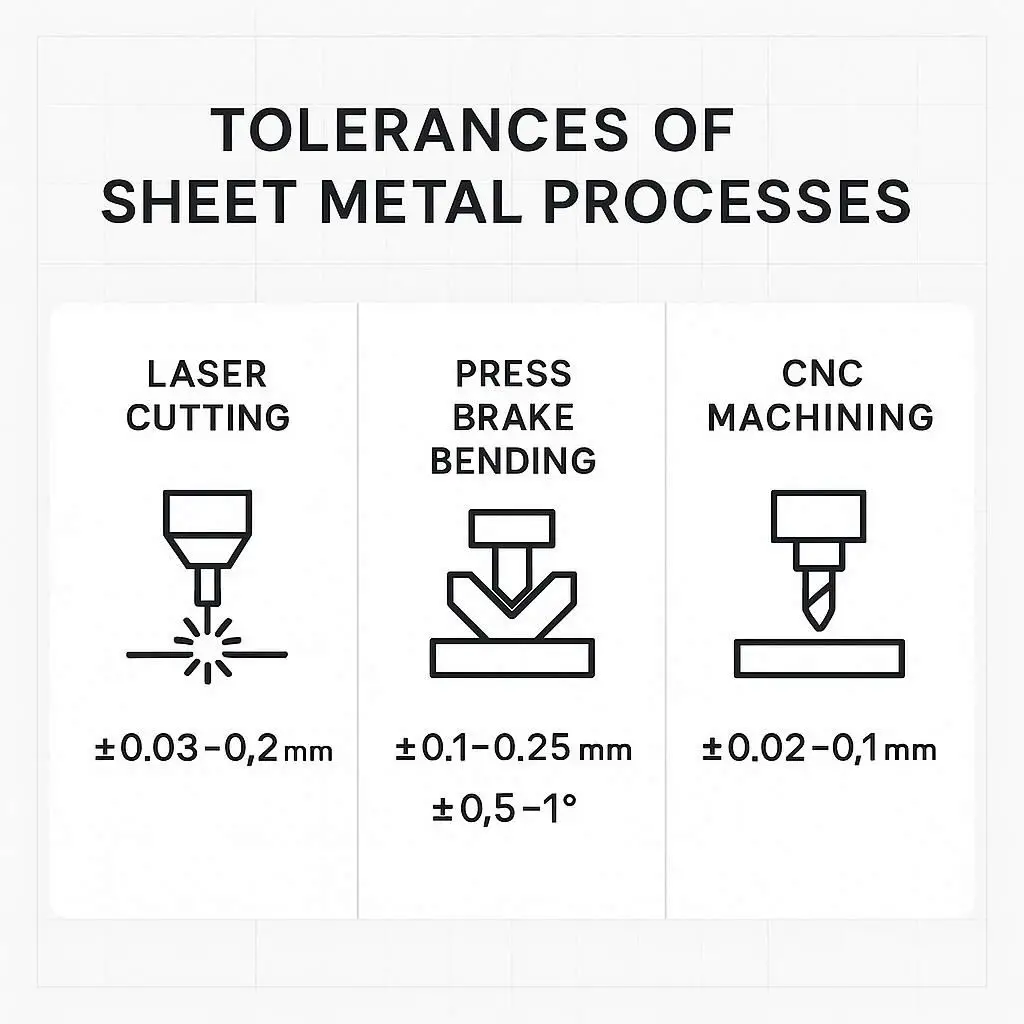
- Bend angle tolerance — plan for around ±1° or better if you specify tight inspection. Protocase’s guidance for common sheet metal bending lists bend angle around ±1° and linear bend length tolerance roughly ±0.25 mm, as a reference point. protocase.com
- Laser cutting tolerance — on thin sheet you can see tolerances down to a few hundredths of a millimeter; practical quoting numbers often show ±0.03 mm to ±0.2 mm depending on machine and material. (Machine model, fixturing, and thermal effects change everything.) trumpf.commarlinwire.com
Design tip (old habit — still useful): include datums in your drawing, specify which faces are functional, and allow realistic tolerances where parts bolt to sub-assemblies. That saves hours of fiddling later. So yeah — when we talk about custom metal solutions, tolerances are the non-sexy core. custom metal solutions.
custom metal solutions — Comparison table: pros and cons of common solutions (analytical)
custom metal solutions require choosing tradeoffs — here’s a compact comparison I use when advising procurement:
| Process | Typical Tolerance | Best For | Pros | Cons |
|---|---|---|---|---|
| Laser cutting | ±0.03–0.2 mm (depends on thickness) | Complex profiles, prototypes | Fast, low setup for small runs, good edge quality | Heat warping on thin thin steels; slower on very thick plates. trumpf.com |
| CNC machining | ±0.02–0.1 mm | 3D features, bosses, precision holes | High accuracy, tight features, finishes | Material waste, longer cycle per part |
| Press brake bending | ±0.1–0.2 mm / ±0.5° | Enclosures, flanges | Low tooling cost, fast cycle times | Requires tooling knowledge; minimum flange lengths apply. accurl.com |
| Stamping | ±0.05–0.2 mm | Very high volume parts | Lowest cost per part at scale | High initial tooling cost |
| Welding & assembly | Variable | Complex assemblies | Structural joins, custom joints | Distortion, secondary machining often required |
| Powder coating (finish) | Visual spec / film thickness | Corrosion resistance & aesthetics | Durable finish, scalable | Cure ovens, masking, and reject rates matter (see coating trends). Grand View Research |
This table is blunt but practical — pick the solution that aligns to function and batch size, and you’ll avoid surprises when quoting custom metal solutions. custom metal solutions.
custom metal solutions — Surface finishing and coatings
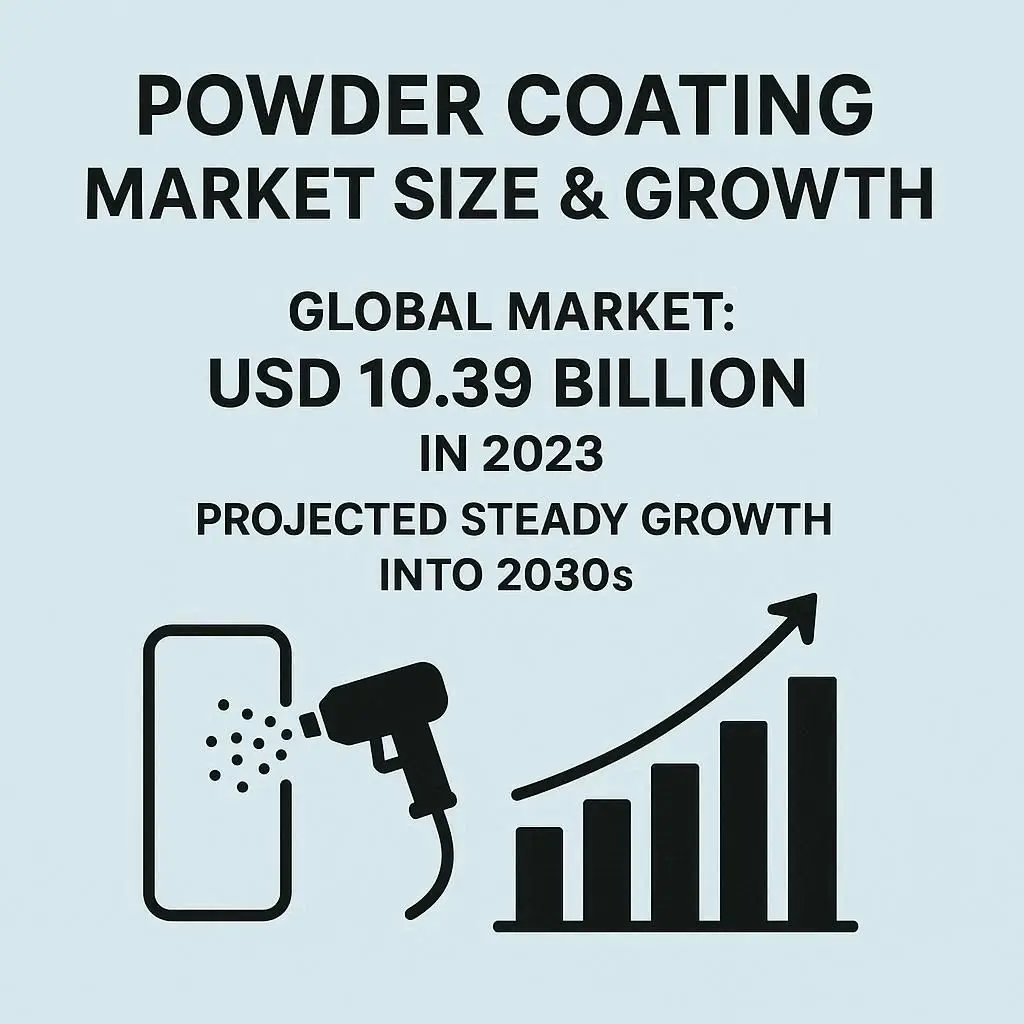
custom metal solutions don’t stop at bending and cutting; surface finishing changes cost, lead time, and the perceived quality. Powder coating is the go-to for durable, uniform coverage — and it’s growing: the global powder coatings market was estimated at about USD 10.39 billion in 2023, with analysts projecting steady growth into the next decade. That’s why many shops (including ours at Baoxuanmetal) invested in better pre-treatment lines and ovens recently. Grand View Research
Other finishes to consider: electroplating, passivation for stainless, anodizing for aluminum, and wet paints for certain color matches. Quick rule: if you require corrosion resistance plus aesthetics, powder coating is often the best balance; if you need electrolytic properties, consider plating. In short — finishes are an integral pillar of custom metal solutions. custom metal solutions.
custom metal solutions — Cost drivers and quoting logic
custom metal solutions are priced by several straightforward drivers: material cost, setup/tooling, machine time, secondary ops (welds, inserts), surface finish, inspection, and packing. Let’s break that down — quick bullets:
- Material type & thickness: stainless > aluminum > cold-rolled in typical pricing.
- Complexity: interior features, multiple setups, and close tolerances drive time.
- Volume: one-offs lean toward laser or machining; thousands lean toward stamping or progressive tooling.
- Quality control: CMM inspection or tight GD&T inflates the quote (but sometimes saves money by reducing returns).
One time a customer wanted 10 prototype enclosures with ±0.05 mm on every hole — they pushed for it because the CAD looked clean. We quoted it — and then the first runs needed rework because the fixture and material variation weren’t planned. We fixed it; but that taught me: tolerances must be justified in function. If a ±0.2 mm tolerance does the job, don’t force ±0.05 mm — you’ll pay for it. custom metal solutions.
custom metal solutions — Quality systems, inspection and standards
custom metal solutions benefit hugely from documented QC. At Baoxuan Precision Manufacturing we maintain QA checkpoints: incoming material verification, first article inspection, in-process checks, and final CMM runs when needed. Standards matter — reference ISO 9001 for management systems and use GD&T where functional control is necessary.
A practical data point: typical shop practice for a complicated bent part is to validate bend angles and flange lengths at first article — because bend allowances can shift with coil batch, temper, and machine calibration. Proactive inspection saves far more than reactive. So yes — quality control is not optional for serious custom metal solutions. custom metal solutions.
custom metal solutions — Automation, Industry 4.0 and what’s new (mildly excited, future-leaning)
custom metal solutions are seeing more automation — automated loading/unloading, robotic welding cells, CAM nesting algorithms, and ERP integration. If you’ve been to any machine tool expo recently (or even skimmed TRUMPF brochures), you’d notice the push toward smarter, connected cells. Laser cells now have automatic pallet changers, and press brakes can store tool offsets and use live crowning compensation.
I’ll be frank: automation doesn’t magically make poor designs manufacturable, but it reduces variation and lead-time if you invest wisely. For companies like Baoxuanmetal, adding nesting software and a basic shop floor MES cut our job flow time and human errors visibly — fewer mislabeled pallets, fewer wrong-color finishes. If you plan for scale, automation is part of custom metal solutions going forward. custom metal solutions.
custom metal solutions — Real-world cases and lessons learned
Case 1 — Prototype server rack (humble brag + lesson): A client handed us a complex CAD for a rackmount chassis. They wanted multiple laser-cut panels, internal bosses, and a powder coat. We recommended laser blanks, spot faces machined later, and a jig for final assembly. The result: launch in three weeks, one design iteration, and a repeatable process. Lesson: think assembly early — it reduces later secondary operations. Baoxuan delivered — and the client sent a short note calling the solution “production-ready” (which, yes, makes me proud).
Case 2 — Stainless enclosure nightmare (real, slightly painful): We accepted a “tight” tolerance sheet metal batch for a medical device. Material batch changed, and bend springback shifted — the fix required re-qualification and new die setups. We absorbed half the rework costs because we should’ve pushed back on the tolerance justification earlier. Lesson: insist on material certificates and first-article checks for tight-tolerance orders.
Those client notes and the shop floor stories are part of why I recommend upfront technical conversations: they make custom metal solutions actually work. custom metal solutions.
custom metal solutions — Practical checklist and recommended workflow
custom metal solutions work best when you follow a lightweight but consistent workflow:
- Share full CAD with assembly context and critical dimensions (datum references).
- Ask supplier about alternative processes (laser vs. punching; machining vs. bending).
- Agree on tolerances tied to function. If holes locate parts, define them as critical.
- Request first article inspection and document NC programs/tooling.
- Plan finishes and masking early. Powder booths don’t like surprises.
If you do these five things, the odds of on-time, on-spec delivery improve a lot. That is the point of custom metal solutions. custom metal solutions.
custom metal solutions — FAQ
Q: How to choose between laser cutting and CNC punching for high-volume stainless steel enclosures?
A: Laser cutting reduces tooling lead time and is flexible for design changes; punching is cost-effective at high volumes if the hole pattern repeats and you can amortize tooling. For stainless, consider heat input and distortion: laser may need stress-relief in thin gauges. If you expect iterations, start laser; for volumes >5k with stable design, tooling may win. In other words — pick process based on expected revision cadence and volume, and that’s the heart of good custom metal solutions.
Q: What are realistic tolerances and pricing drivers for prototype sheet metal enclosures under 1,000 pcs?
A: For prototypes under 1,000 pcs, expect quoting tolerances like ±0.1–0.25 mm for linear features, and ±0.5–1° for bends unless you plan fixtures and IFRs. Pricing depends on material, secondary ops (welds, inserts), and finishing. If cost is a priority, loosen non-functional tolerances and opt for laser blanks and bend-and-assemble workflows — that’s a pragmatic custom metal solutions approach.
Q: Can powder coating hide small surface imperfections?
A: It helps, but it’s not a magic concealer; proper metal prep is still essential. Grand View Research
Q: What inspection methods do you use?
A: Visual, calipers, height gauges, and CMM for critical geometry — depending on spec.
Q: How long does a typical prototype run take?
A: Varies widely — but if design is clear and tooling minimal, think weeks not months.
And again, these answers are part of how we make custom metal solutions predictable. custom metal solutions.
If you made it this far — thanks for sticking with a shop-level read. I tried to keep it practical and not too glossy. If you want, I can:
- Review a drawing and mark manufacturability risks; or
- Provide a sample quote template that shows cost drivers; or
- Walk through a case specific to your product (send a CAD file).
Drop a comment, or reach out to Baoxuan (Baoxuanmetal / Baoxuan Precision Manufacturing) — we answer these questions all the time, and we like fixing tricky assemblies. Share this with a colleague who still designs with zero bend reliefs — they’ll thank you later. ✌️
Note on data & references: Two factual items cited above: Protocase guidance on bending tolerances (bend angle ±1°, bend length ±0.25 mm) and typical press brake accuracy numbers came from industry technical references. protocase.comaccurl.com Powder coating market size and growth projections referenced Grand View Research. Grand View Research Also, TRUMPF materials/laser cutting overview provided context on laser beam diameter and cutting behavior. trumpf.com
If you want me to mark up one of your CAD drawings with manufacturability notes (I’ll call out bend radii, minimum flanges, tooling conflicts, and finish issues) — send the file and I’ll give you shop-level annotated feedback. And yes — after I write these pieces I always do a small human edit to keep the “real” voice, so expect a few honest wrinkles — because we’re human, and shop stories are never perfectly tidy.