
I’ve been at Baoxuan Sheet Metal Processing Factory for more than ten years now, and if there’s one thing I’ve learned—it’s that “high precision” sounds clean and simple on paper, but on the shop floor it’s anything but. Customers see a neat CAD drawing, a tolerance note ±0.05, maybe a surface finish Ra 1.6 written there, and they think it’s just a matter of punching a button on some CNC or laser cutter. Truth is, there’s sweat, judgment, and a bit of hair-pulling behind every part that ships. Let me share a few observations, maybe save you some mistakes if you’re dealing with high precision metal components in 2025.
High Precision Metal Components and What That Really Means
High precision metal components—sounds like a buzzword, right? In practice it’s just any metal part where the dimensional tolerance, flatness, hole alignment, or surface requirement is tighter than the usual “it fits, it works.” You’ll see them in EV chassis brackets, drone gimbal housings, or server racks that demand both tight tolerance and thermal management.
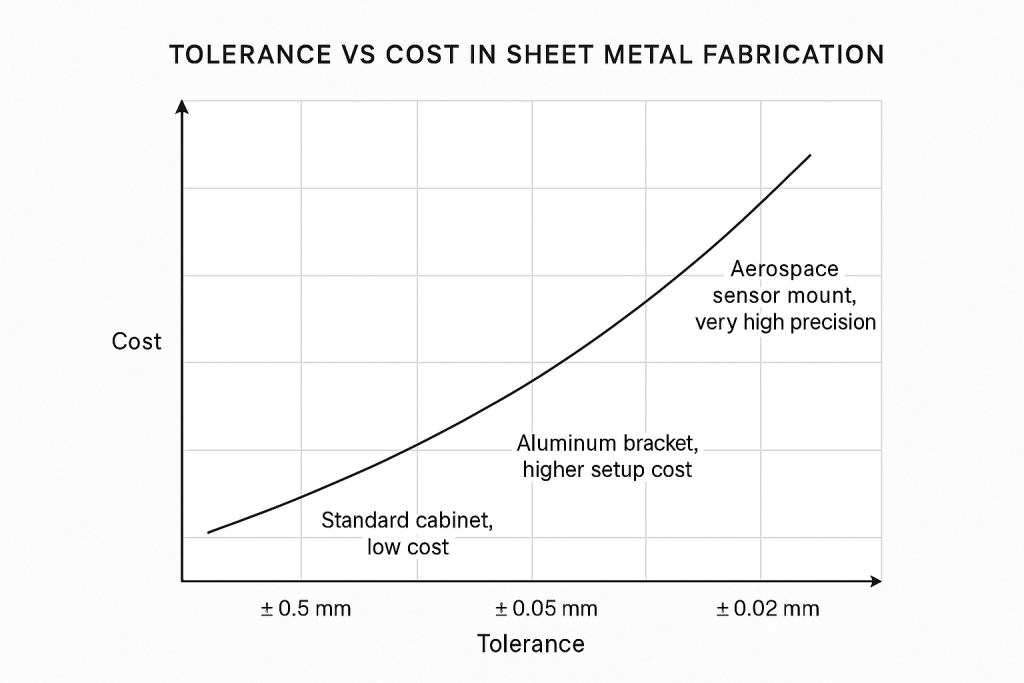
People outside the factory sometimes assume “precision” means the same everywhere. Not true. ±0.5 mm is fine for sheet metal cabinets. But when you get into aerospace sensor mounts, we’re chasing ±0.02 mm. That’s the difference between a regular job shop and a place like Baoxuan Precision Manufacturing where you’ve got not just machines, but also inspection gear, trained eyes, and a culture of not letting things slip.
End of the day, high precision metal components aren’t about shiny brochures—they’re about repeatability, no matter how messy the production day gets.
Manufacturing Methods Compared: Lasers, Punches, and Milling
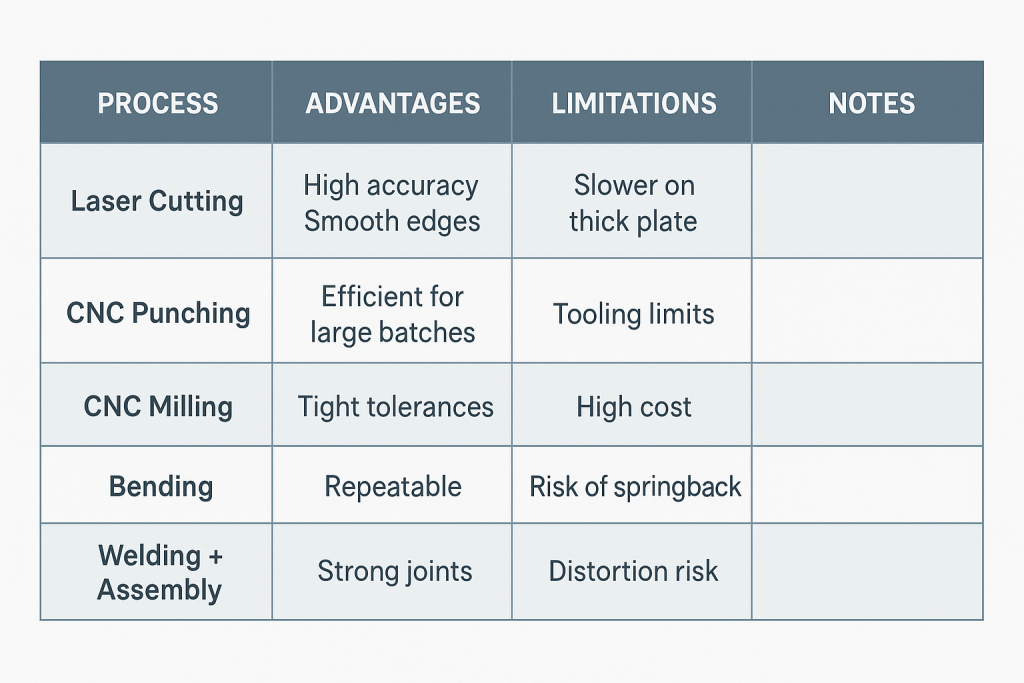
Now let’s talk about how you actually make these things. Every process has its beauty and its headache. I’ll put it in a quick table, since procurement folks usually like comparing columns:
| Process | Typical Use Case | Strengths | Weaknesses |
|---|---|---|---|
| Laser Cutting | Small batches, variable geometry | High accuracy, smooth edges, fast CAD change | Slower on thick plate, mid-level cost |
| CNC Punching | Big batches with holes/embossing | Very efficient, rich hole patterns | Tooling limitations, less flexible |
| CNC Milling | Precision features, pockets, flatness | Tight tolerances, complex geometry | Slower, higher cost per part |
| Bending | Structural sheet parts | Tight angles, repeatable | Springback issues, tool mark risk |
| Welding + Assembly | Structural frames, enclosures | Strong joints, scalable | Distortion, operator skill dependent |
That table looks simple, but the choice kills many projects. For example, last year a client wanted 3,000 server brackets. They insisted on laser cutting because “CNC punch looks old-fashioned.” We tried to explain: punch with proper tooling would have been faster and cheaper. In the end, laser worked, but their cost per part was 20% higher. Lesson? Match process to volume and tolerance, or you’ll bleed money on high precision metal components.
Inspection Is Half the Battle
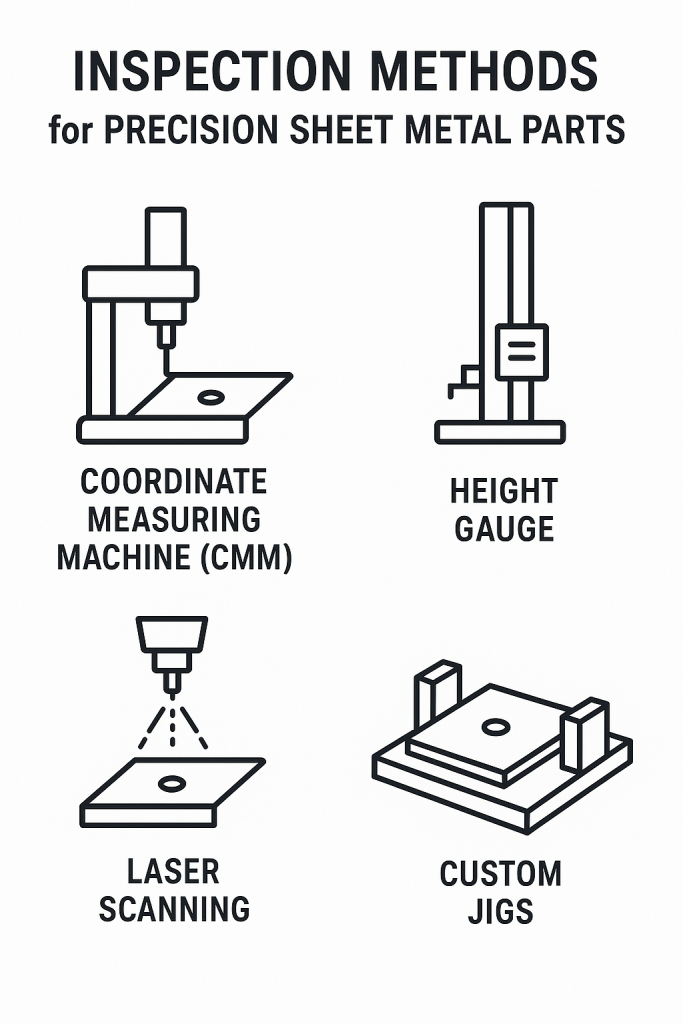
Funny thing: the making is only half of precision. The checking eats just as much time. We use CMMs (coordinate measuring machines), height gauges, even custom jigs. According to ISO 2768 standard, general tolerances don’t even cover what many of our clients ask for now.
Here’s a small digression—one customer from Europe once sent us parts back, claiming “out of spec.” We checked again in-house, everything within ±0.03. Then we asked for their inspection method: turned out they measured with a caliper on an uneven surface. No kidding. A caliper on sheet metal that warps under its own weight. That’s like weighing yourself on a wobbly chair. After a long call, they admitted the issue wasn’t ours. Moral: precision requires controlled inspection environments, otherwise you’ll chase ghosts.
And yes, in 2025 the demand is even higher because industries like EV battery casings and 5G server racks keep asking for tighter stack-ups. If you don’t invest in inspection gear, you can’t claim you deliver high precision metal components, period.
Cost Logic: Why “Cheap” Is Not Cheap
Procurement teams sometimes ask: “Why is this small bracket costing more than a big panel?” Well, tolerances. Achieving ±0.05 with aluminum means extra setups, careful bending sequence, maybe even fixture design. That’s hours, not minutes.
McKinsey’s 2023 report on precision manufacturing showed that quality-related rework costs can eat up 12–18% of total production expense in high mix, low volume jobs (McKinsey, “The Future of Manufacturing,” 2023). I can confirm this—one bad bend on stainless steel, and suddenly you scrap a whole batch.
So if you’re comparing two quotes, don’t just look at per-piece cost. Ask: how do they measure? What’s their scrap rate? Who pays for mistakes? In my book, Baoxuanmetal often wins not because we’re the cheapest on paper, but because we avoid those hidden headaches. Cheap jobs that come back twice aren’t cheap.
Applications Driving Precision in 2025
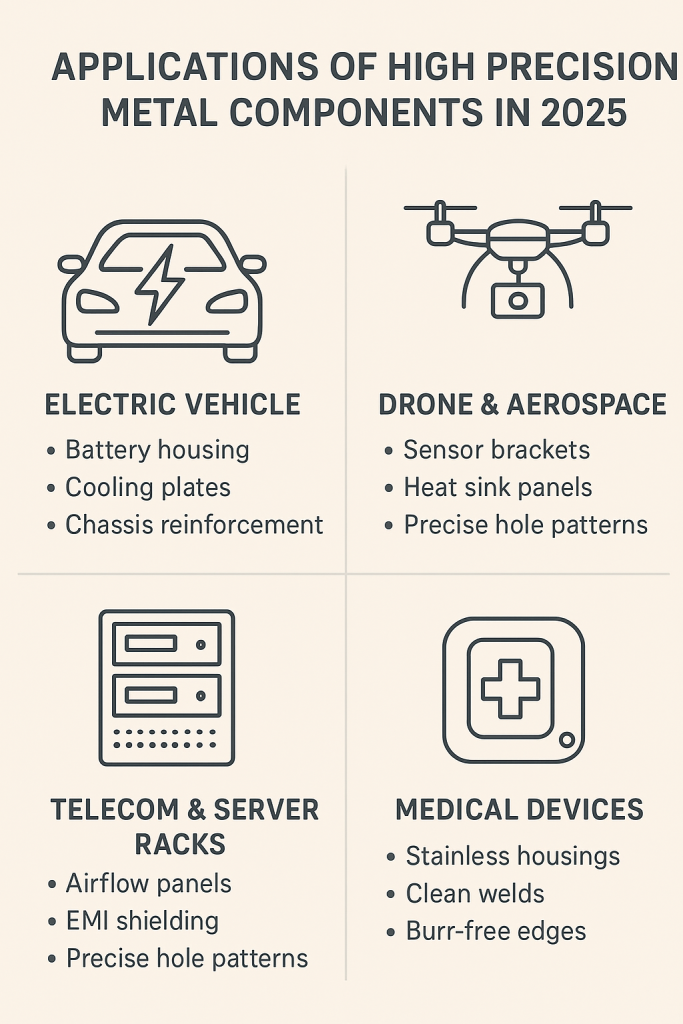
Right now, the push for high precision metal components is coming from four areas:
- EV industry: battery housing, cooling plates, chassis reinforcements.
- Drones and aerospace: brackets, heat sink panels, sensor mounts.
- Telecom & server racks: airflow panels, EMI shielding, precise hole patterns.
- Medical devices: stainless housings, clean welds, burr-free edges.
A Statista 2024 survey showed global demand for high-accuracy fabricated components in medical and EV sectors grew over 9% year-on-year (Statista, “Global Precision Components Market,” 2024). You can feel it. Our shop is busier with EV suppliers now than five years ago, and tolerances are only tightening.
Applications matter, because once you know the end-use, you can design the process. For drones, lightweight aluminum with thermal mesh works. For EVs, thick stainless steel with tight flatness is unavoidable. Each end use reshapes the way we think about high precision metal components.
Lessons From the Floor: Two Cases I Won’t Forget
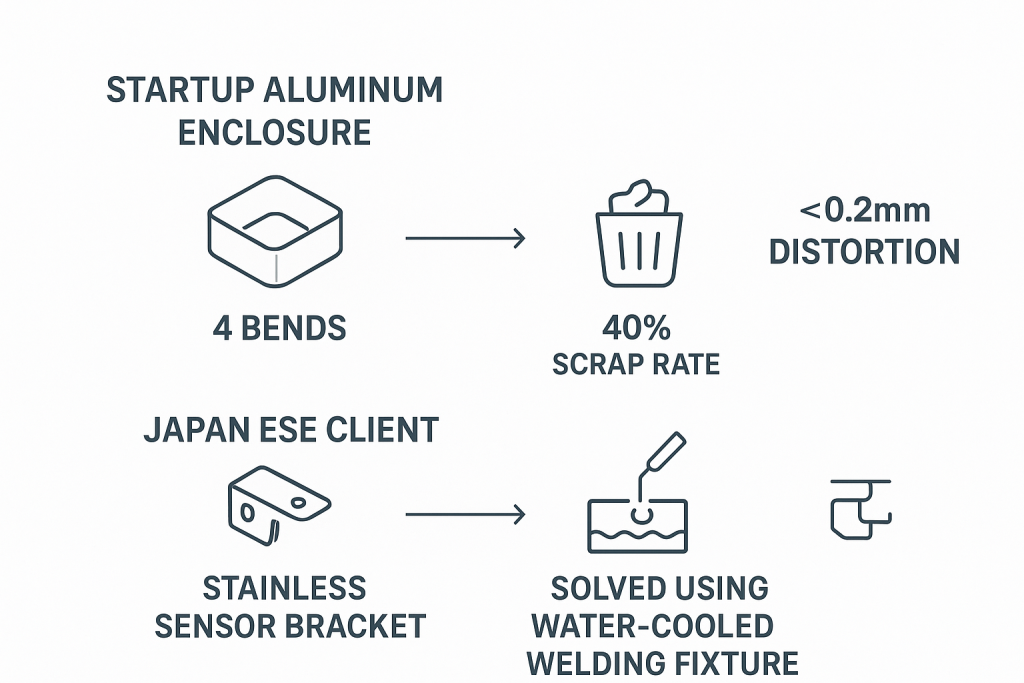
One story. A few years back, a startup came in asking for aluminum enclosures, tolerance ±0.02, brushed finish. Sounded routine. But the designer had placed four bends within 10 mm. Physics doesn’t bend that way. We warned them. They said try. We tried. Scrap rate 40%. In the end they redesigned. My point—precision isn’t magic, it’s cooperation between design and shop floor.
Another case, more recent: a Japanese client requested stainless sensor brackets with weld distortion below 0.2 mm. Tricky. We ended up making a custom water-cooled fixture just for welding. Took us weeks. Cost us more in fixture than profit. But the client stuck with us because we solved what others refused. Sometimes high precision is simply persistence, not technology.
These stories stay with you. Because high precision metal components don’t forgive shortcuts.
Frequently Asked Questions
Q1: What tolerances can Baoxuan deliver on sheet metal parts?
For most materials, we can hold ±0.05 mm on milled features, ±0.2 mm on bends, provided part size and geometry allow it.
Q2: Which inspection methods are used?
CMM, laser scanning, and calibrated gauges. We also follow ISO 2768 for general tolerance and can apply tighter standards if required.
Q3: What materials are common for high precision parts?
Aluminum (5052, 6061), stainless steel (304, 316L), mild steel, and sometimes copper for thermal jobs.
Q4: Can high precision parts be made cost-effectively in large volume?
Yes, but only if tooling and process design are optimized early. For 5,000+ parts, CNC punching or progressive stamping often beats lasers.
Q5: Do coatings affect precision?
Yes—powder coating adds ~60–80 microns, anodizing 10–20 microns. Always account for that in drawings.
Final Word
I’ve seen too many designs ruined by ignoring how metal behaves, and too many projects delayed by chasing price over quality. High precision metal components are a mix of discipline, investment, and sometimes stubborn old-fashioned patience.
If you’re sourcing or designing for 2025, think beyond CAD. Talk to the guys who bend and weld. And hey, if you’ve got questions or just want to swap war stories, drop a line. Baoxuan Sheet Metal Processing Factory is still here, still sweating over every part, and still happy to argue over tea about the best way to hit ±0.02.
What do you think? Share your thoughts, ask away, or ping us if you’re wrestling with a tricky design.