

What Is Automotive Sheet Metal Tolerance?
In our communication with automotive manufacturing buyers from different companies, we often hear a similar concern:
the initial unit price does not seem high, but as the project moves into the mid-to-late stages, problems such as assembly interference, body distortion, and local surface dents gradually emerge. As a result, the final project cost deviates significantly from the original expectation.
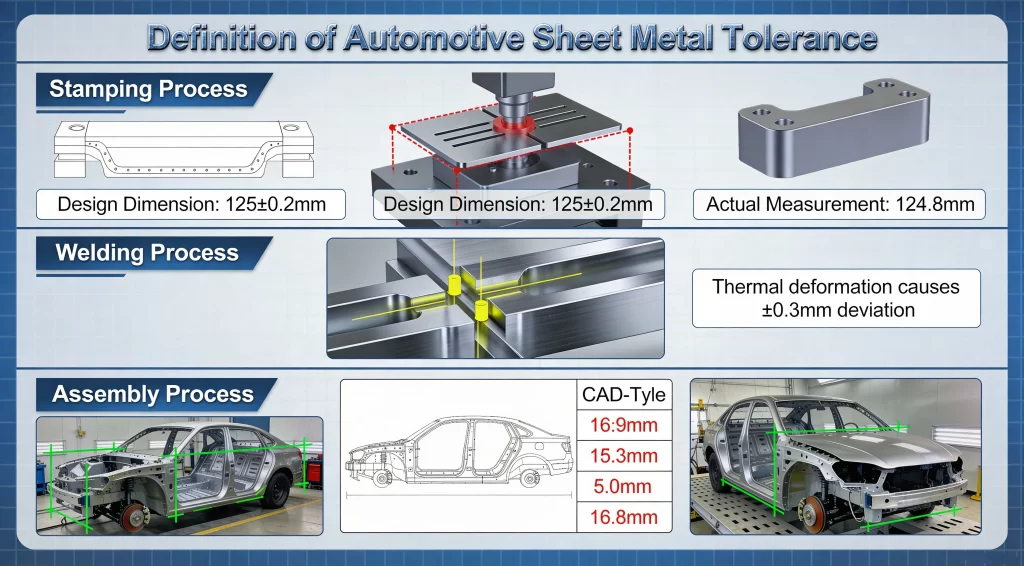
Automotive sheet metal tolerance refers to the allowable deviation between the actual dimensions, shape, or position of sheet metal components and the theoretical values defined in engineering drawings during processes such as stamping, welding, and assembly.
In simple terms, it is unrealistic for parts to achieve “absolute zero deviation.” Manufacturing allows parts to deviate slightly within a controllable range—and that allowable range is the tolerance.
Why Automotive Sheet Metal Tolerance Matters
In automotive manufacturing, sheet metal structures act as the “hidden skeleton” of the vehicle. They ensure that design intent can be reliably translated into parts that can be mass-produced and consistently assembled. Tolerance control is therefore directly linked to vehicle safety and brand value.
Assembly Efficiency and Cost Control
Vehicles consist of a large number of components with high assembly dependency. Poor tolerance control—such as misaligned holes—often leads to rework or secondary processing. This not only reduces efficiency but also increases manufacturing cost and introduces additional quality risks.
Vehicle Appearance Quality
Appearance is the customer’s first impression. Even small tolerance variations can be visually amplified, directly affecting exterior consistency and brand perception.
Structural Strength and Safety
Tolerances in critical areas are directly related to safety. For example, a slight deviation at a seatbelt anchor point may compromise occupant restraint during an emergency. Uncontrolled sheet metal tolerances can result in insufficient weld contact or altered load paths, reducing body stiffness—especially evident under crash or fatigue conditions.
These risks are often difficult to detect at the prototype stage and tend to surface during validation or mass production, eventually turning into time and quality pressure.
Types of Automotive Sheet Metal Tolerances
From a buyer’s perspective, understanding tolerance types helps evaluate whether a metal fabrication supplier is capable of stable mass production.
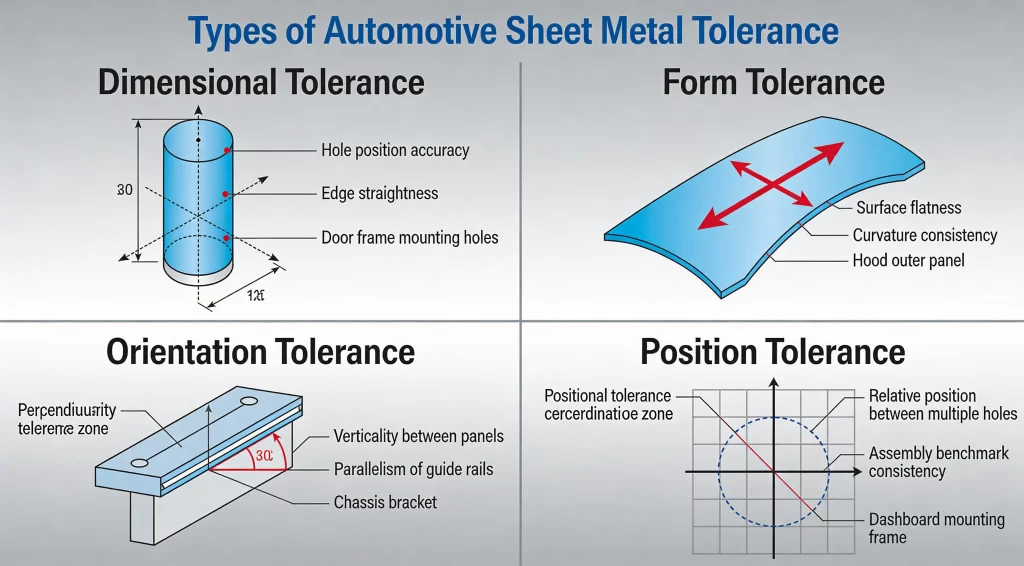
Classification by geometric characteristics is the most common and essential approach in automotive sheet metal tolerance control. It aligns with engineering drawing logic and supports effective control during manufacturing, inspection, and assembly.
| Tolerance Type | Definition | Typical Focus | Key Applications | Common Issues |
| Dimensional Tolerance | Allowable deviation of linear dimensions | Cutting size, flat pattern length, post-bend dimensions | Sheet thickness, hole diameter, frame angles | Assembly failure, excessive or insufficient gaps |
| Form Tolerance | Allowable deviation of a part’s shape, independent of other features | Flatness, warpage, waviness | Hood panels, roof reinforcements, wheel arch contours | Body distortion, local dents, surface waviness |
| Orientation Tolerance | Allowable deviation of feature orientation relative to a datum | Perpendicularity, parallelism, angular consistency | Door guides, chassis rails, windshield planes | Misalignment, assembly interference |
| Position Tolerance | Allowable deviation of feature location relative to a datum | True position, coaxiality, symmetry | Chassis mounting hole groups, drive shafts, hubs | Hole mismatch, rotational noise, uneven tire wear |
Impact of Manufacturing Processes on Sheet Metal Tolerances
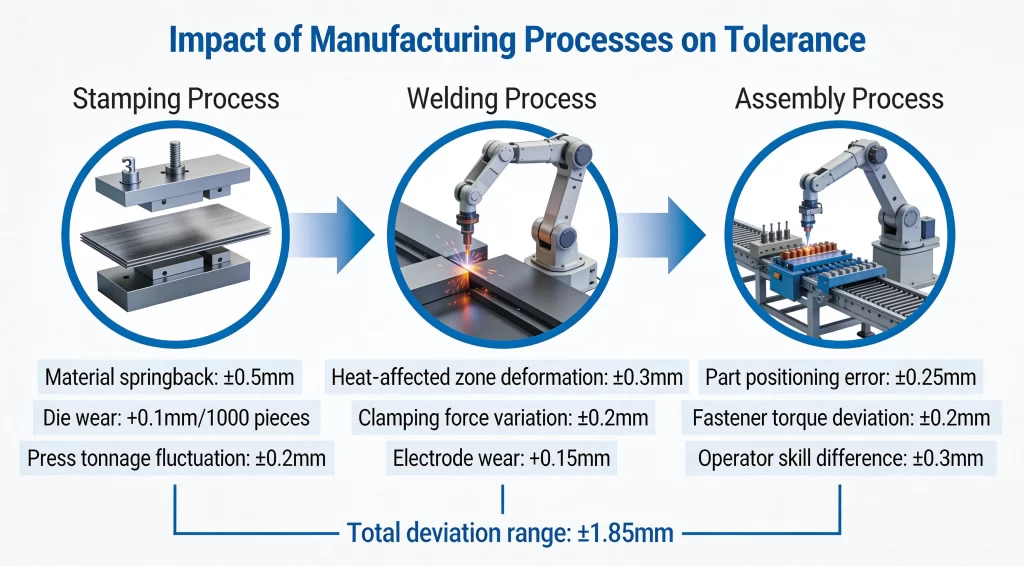
Automotive sheet metal tolerances are not created by a single process; they accumulate and are amplified across multiple processes. Manufacturing stability determines whether tolerances can be consistently maintained within a controllable range for mass production.
Stamping Process
Stamping is the starting point of sheet metal forming and the origin of many tolerances. Die accuracy is critical for tight tolerances, directly affecting dimensional and form tolerances. Once deviations occur at this stage, they are often difficult to fully correct downstream.
Welding Process
Welding connects parts through localized heating. Thermal deformation alters the original tolerance state, mainly affecting position and orientation tolerances. Small stamping deviations can be magnified through welding, becoming a major source of body-in-white dimensional inconsistency.
During on-site project visits, we have seen cases where unstable welding heat input caused door frame diagonal dimensions to exceed tolerance, creating serious difficulties in final assembly.
Final Assembly
Final assembly typically does not introduce new geometric tolerances. Instead, it serves as the ultimate validation of upstream tolerances, where multiple part deviations are accumulated and matched. It directly affects assembly efficiency, vehicle quality, and manufacturing cost.
Material Control and Tolerance Management
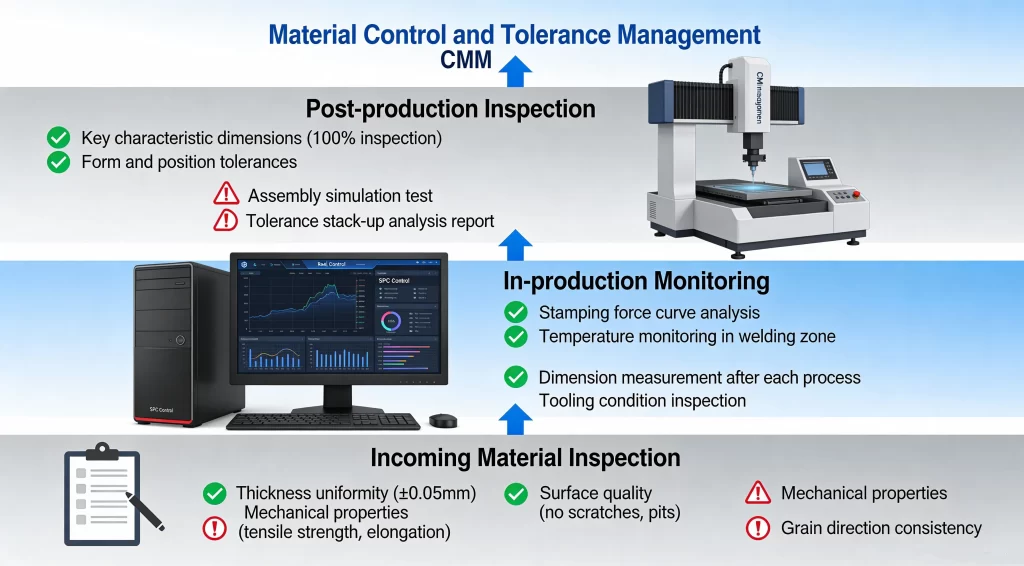
Tolerance management does not begin on the shop floor—it often starts when material enters the factory. Tolerance performance is highly dependent on the physical and mechanical properties of the material itself.
From our experience, material consistency determines whether processes can be repeated stably. Under the same equipment and parameters, material variation directly manifests as differences in springback and deformation, amplifying tolerance fluctuation.
Typical manifestations include:
- Variation in bending springback
- Warpage and flatness fluctuation after forming
- Deformation during welding or assembly
Pre-Production Checks
This is the lowest-cost and most effective stage for material tolerance management. Before production starts, we review design documentation and material specifications to ensure they meet tolerance requirements.
In-Process Monitoring (Dynamic Control)
Our technicians conduct regular inspections during production to detect deviations early. They check dimensions, cutting quality, bending accuracy, joining quality, and material consistency.
Post-Production Inspection
Final inspection verifies whether material control truly supports tolerance targets. Each batch undergoes final inspection using precision measuring tools, and coordinate measuring machines (CMMs) when required.
The Hidden Cost Trap of Sheet Metal Tolerances
Sheet metal tolerance issues often appear as rework, secondary processing, or quality risks—forming hidden costs. In most cases, these costs stem not from tolerance violation, but from tolerance instability.
Key Factors Affecting Tolerance
Equipment accuracy, material properties, process parameters, and operator practices all influence tolerance. These factors may not immediately produce nonconforming parts but gradually push tolerances toward their limits, creating downstream assembly risks.
Why Stable Tolerances Reduce Hidden Costs
When sheet metal tolerances are consistently controlled within a reasonable range, hidden manufacturing costs naturally decrease.
The logic is simple:
Stable tolerance = predictable assembly = fewer exceptions
These costs rarely appear in the initial quotation but are clearly reflected in post-project cost reviews.
Practical Tips for Managing Tolerances
- Material properties: Different materials behave differently under the same conditions. Designers must consider these properties when defining tolerances.
- Understanding manufacturing processes: Designers must understand process capabilities and limitations to define achievable tolerances.
- Balanced tolerance setting: Excessively tight tolerances increase cost and cycle time, while overly loose tolerances cause assembly and quality issues. Balance is essential.
- Clear communication: Tolerance requirements must be clearly communicated on engineering drawings, with proper notes and internationally recognized tolerance symbols.
Conclusion

This article outlines automotive sheet metal tolerances and how to analyze them. As part designs become increasingly complex and tolerance requirements tighter, stable compliance depends not only on equipment accuracy, but on coordinated control of material consistency, process windows, fixture datums, and inspection feedback.
At Baoxuan Sheet Metal Fabrication, we prefer to address tolerance issues early in the project rather than relying on rework later. Truly controllable cost comes from early identification—not post-correction.
If this article sparks any thoughts, or if you are dealing with a challenging sheet metal project, you are welcome to contact us or visit Baoxuan Sheet Metal Fabrication. We are always open to sharing process insights, lead-time expectations, and cost evaluation perspectives.
Frequently Asked Questions (FAQ)
Q1: Why do many parts “look acceptable” but still have high manufacturing costs?
A: Because dimensions may be within tolerance, but tolerance stability is poor. Frequent adjustments, rework, and manual intervention gradually increase hidden costs. We have seen cases where dimensions were within tolerance bands, but large fluctuations caused frequent assembly-line adjustments and higher total cost.
Q2: Does reducing hidden cost mean loosening tolerances?
A: No. The key is not “tight” or “loose,” but whether tolerances are stable and achievable. Unreasonably tight tolerances raise cost, while overly loose tolerances at critical areas cause assembly and quality issues.
Q3: Which tolerances most easily create hidden costs?
A: Position and orientation tolerances related to assembly are the most common sources of rework, followed by form tolerances affecting appearance consistency. These issues often surface during final assembly.
Q4: What is the relationship between material control and tolerance control?
A: Material consistency determines whether processes can be stably repeated. Material variation leads to differences in springback and deformation, amplifying tolerance fluctuation.
Q5: What role does CNC machining play in sheet metal tolerance control?
A: CNC machining improves consistency of critical features—especially hole positions and local finishing operations—providing a more stable tolerance foundation for assembly. However, this assumes upstream processes are already under control. In our practice, CNC finishing is effective for high-requirement mounting hole groups, provided stamping or welding datums are stable.
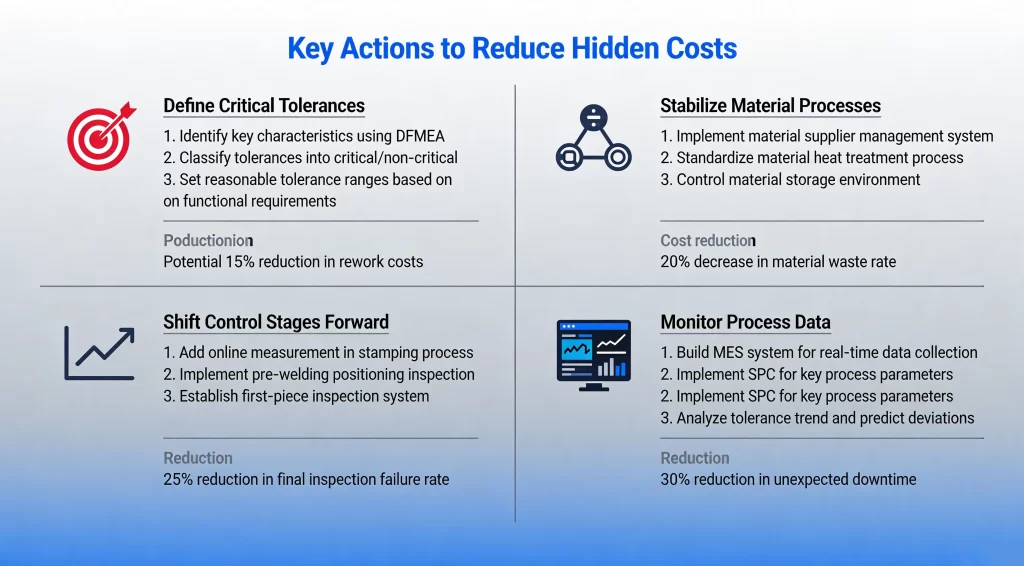
Q6: What are the most effective “key actions”?
- Clearly identify and prioritize Critical-to-Quality (CTQ) tolerances
- Stabilize material and process inputs
- Move tolerance control upstream to stamping and welding stages
- Monitor variation through process data, not just pass/fail results