
I’m a senior engineer at Baoxuan Sheet Metal Processing Factory (call me old-school), been on the shop floor for just over a decade — bending, welding, powder coating, assembly, and yes, machining late into the night when a customer’s drawing needs “one more tweak.” I’ve run lathes, set up bar feeders, swapped collets at 2 a.m., argued about concentricity with a QA guy who loves micrometers as much as I love my tea. So that’s the baseline: practical shop experience, not a textbook.
This piece is for fellow engineers and procurement folks who can read a CAD print but haven’t lived through the day-to-day of fixture design, chip control, or why a simple-looking shaft sometimes ends up in scrap. I’ll be blunt, I’ll ramble sometimes, and I’ll try to give you usable solutions for cnc turning parts that actually save time and headaches. If you work with aluminum or need parts that must fit together in an enclosure, you’ll find the parts and process tips here painfully honest and—hopefully—useful. cnc turning parts.
aluminum machining — why aluminum still rules for precision parts
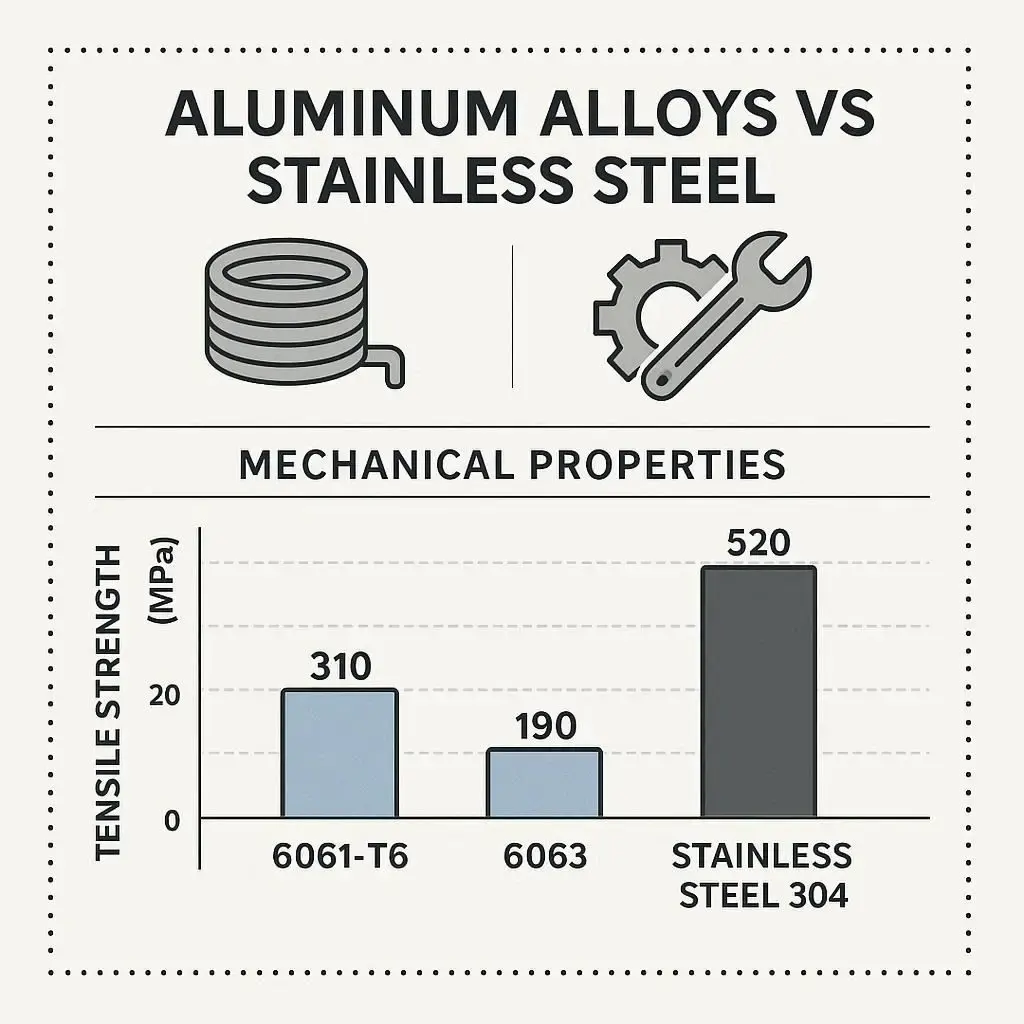
Alright, aluminum. People love it for good reasons: light, machinable, and for many alloys, plenty strong. In our shop we mostly use 6061-T6 for structural parts and some 6063 for profiles — 6061-T6 has a typical ultimate tensile strength around 310 MPa, which is a nice balance of strength-to-weight and machinability. asm.matweb.com
Look, when you compare raw machinability numbers, aluminum behaves like a dream compared with stainless steel — less tool wear, higher RPMs, faster feeds, easier chip evacuation. But — and this is a real shop-floor “but” — aluminum has its quirks: burrs that love to cling, soft jaws that deform, and thermal expansion that will mess with interference fits if you don’t plan for it. If you don’t manage heat (cutting temperature, not the tea) or clamp the part properly, your surface finish and runout go south fast.
tolerance, surface finish, RPM, feed rate, chip control — all matter. Pay attention to feed rate and chipbreaker geometry for aluminum machining; spool-like chips are great, stringy chips are not. And when you design enclosures, connectors, or heat sinks, think about post-processes: anodizing, deburring, and how the part will be handled before assembly. aluminum machining — and yes, that affects all your cnc turning parts.
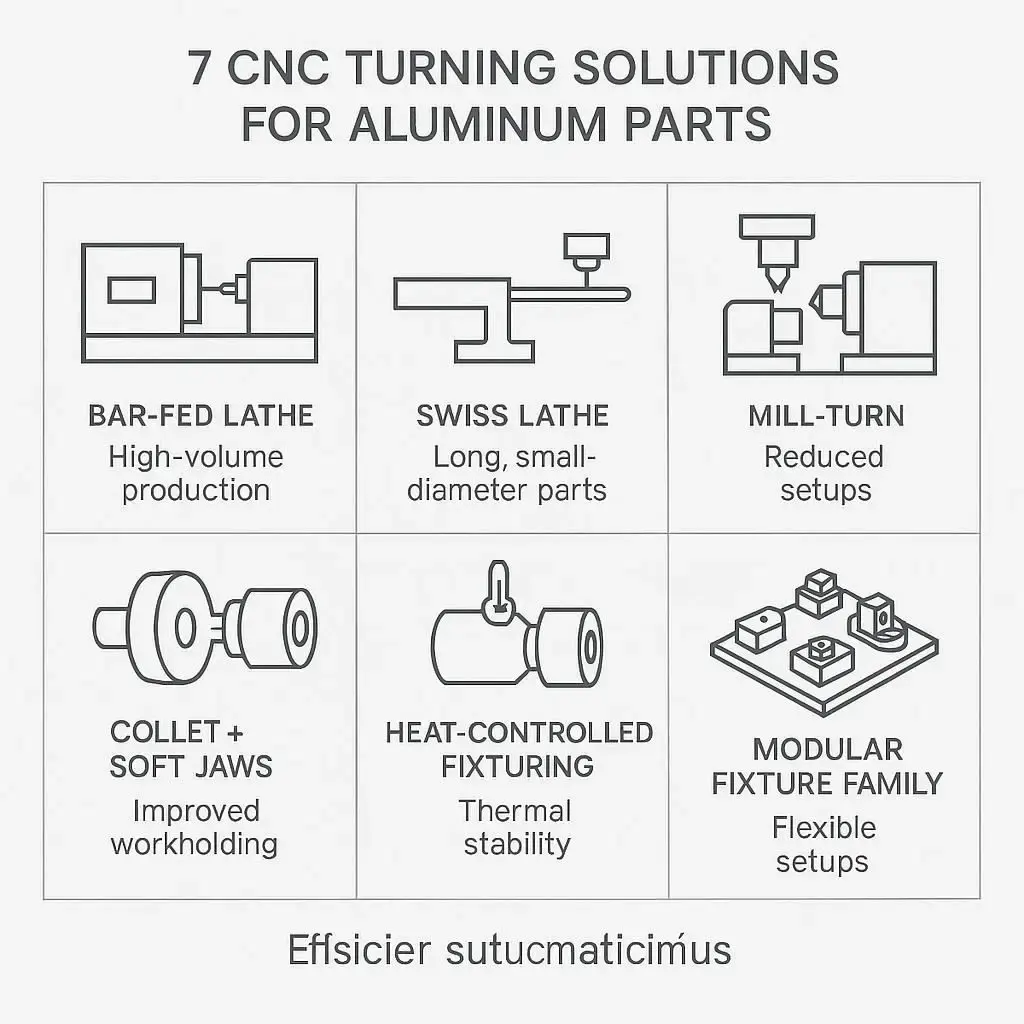
cnc turning parts — the 7 proven aluminum machining part solutions (overview)
I’m about to list seven practical solutions we use at Baoxuan — not theoretical stuff, but things that saved us scrap rates, reduced lead time, and made quoting less painful.
- Bar-fed CNC lathes with peck drilling for deep holes (best for shafts, standoffs).
- Swiss-style sliding head for long, slim parts where concentricity matters.
- Multi-axis mill-turn centers (live tooling) for combining milling + turning in one setup.
- Collet-chuck + soft-jaw workflow for quick changeover on small batches.
- Heat-controlled fixturing for tight-tolerance bores and press fits.
- Predictable finishing sequence (turn → deburr → anodize → CMM) for enclosures and housings.
- Batch-friendly fixture families with modular clamping for quicker setups on batch production.
Each of these catches a specific problem: deep-hole alignment, long-part deflection, cross-feature accuracy, changeover cost, thermal distortion, surface finish prior to anodizing, and per-piece inspection flow. We’ll unpack them below with the “how we actually do it” notes — because the machine manual rarely tells you how to stop a conceit of chips from ruining a day. These seven solutions are the backbone for our cnc turning parts approach. cnc turning parts.
precision turning — process details, tolerances, and common pitfalls
Precision turning — let’s talk tolerances. On a print you might see ±0.05 mm callouts and think, “easy.” On the floor it’s: what’s the surface finish required (Ra?), what’s the concentricity tolerance vs. the ID/OD, and how tolerant is the mating part? Tolerance stack-up kills more assemblies than most people admit. We always ask for mating-part prints.
Practical rules from real life: if the tolerance is tighter than ±0.02 mm, consider single-op machining with in-process probing or move to a grinding or reaming finish. Surface finish matters — turning can usually get you to Ra 0.8 µm without much faffing; if the print asks for Ra 0.2 µm, you’re probably looking at post-process grinding or superfinishing. Concentricity and runout — chuck choice matters: collets are fast, but for large-diameter parts a 3-jaw scroll chuck with soft jaws (and a follow-up OD finish) often beats a rushed collet setup.
Chip control and coolant — use the right oil-soluble coolant or air-mist for aluminum to avoid built-up edge and smoking. RPM and feed rate trades are real: higher RPM, lower depth of cut, and proper chipbreakers usually reduce chatter and improve finish. Clamping strategy? Modular soft jaws for repeat jobs, hydraulic chucks and live tooling for mix-feature parts. These are the knobs we twist when a batch of shafts refuses to meet concentricity.
high-accuracy mechanical parts — tooling, fixturing, and inspection
High-accuracy mechanical parts demand a system, not just a single trick. Tooling: pick inserts and geometries optimized for aluminum — positive rake, sharp edge, good corner radii. For small bores, boring bars with damped holders reduce chatter and help hit diameter without dog-earing the ID. Fixturing: a balanced fixture (three-point, keyed stops) reduces variability; thermally stable locating surfaces help when a batch runs all day and the spindle heats up.
Inspection — we use both handheld gauges and a CMM for final critical dimensions. If your part is an axis or shaft in an automotive actuator, don’t skimp on runout checks. We log CMM reports per batch and attach them to shipments for OEMs — it saves arguments later. Our QA flow includes in-process checks (first-off, mid-run, end-of-run) and statistical sampling for large batches. That’s basic, but most problems happen when shops skip middle-run checks.
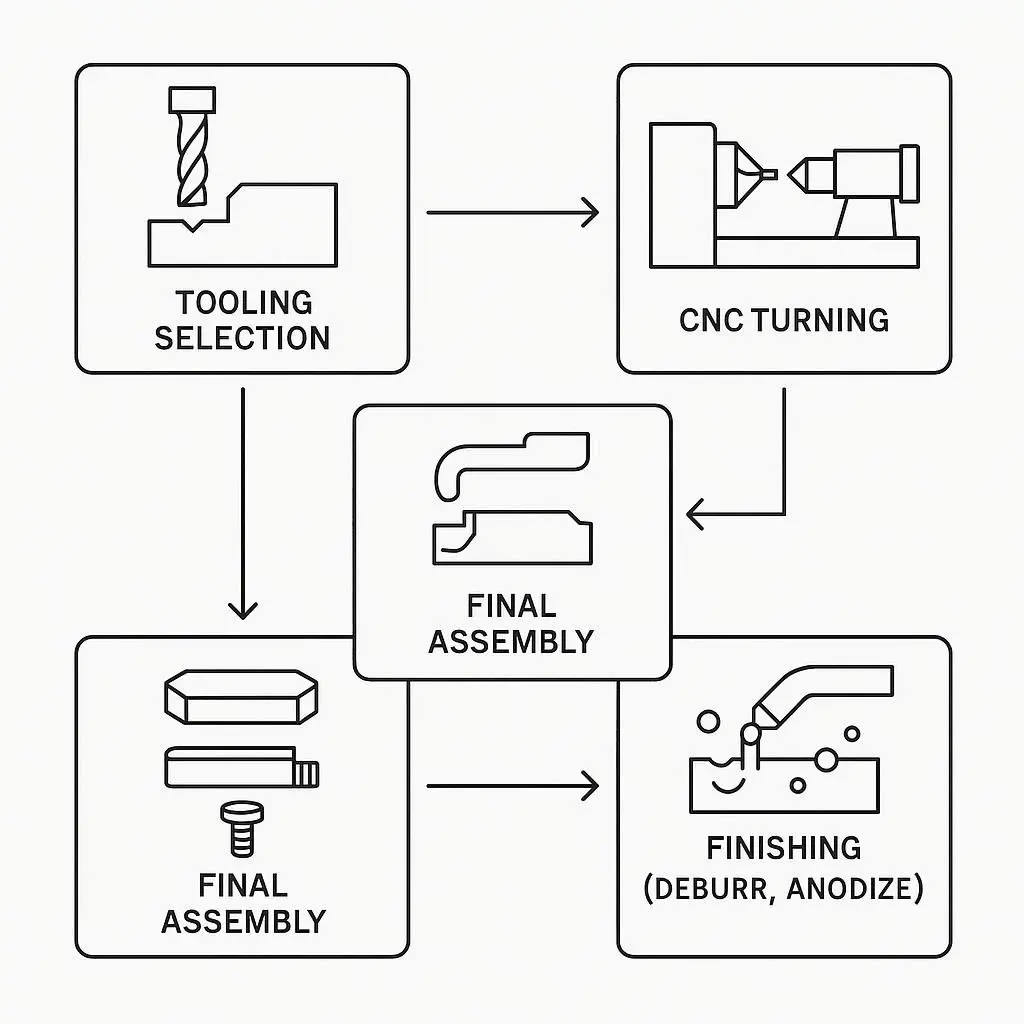
Talk about process control: hardness, heat treatment, and anodizing change dimensions. Anodizing can add 10–20 µm per side depending on the spec — which matters for a slip-fit. If a press-fit is required, you must quote tolerance and finish with that coating in mind. For assemblies, include deburring and assembly trial runs on prototypes — you’ll catch hidden interference and burr-induced misalignment. High-accuracy mechanical parts need tooling, fixturing, and inspection coordinated to work; otherwise they’re just pretty metal. And that’s what makes reliable cnc turning parts. cnc turning parts.
sheet metal efficiency — integrating turning with sheet metal workflows
Now, since our factory started blending more turning and sheet metal kits, I’ll be blunt: integration saves cost — if you plan it. For example, an enclosure (sheet metal) that uses turned standoffs or boss inserts benefits from agreeing tolerances early. If you design an enclosure with a turned insert for a connector, think about assembly: press-fit versus threaded inserts and the hole tolerances in the sheet metal after bending. Bending forces alter hole geometry; so specifying a reamed or chased hole after forming may be necessary.
Application scenarios — enclosures, heat sinks, connectors, shafts, housings — influence how we design the CNC turned components. For a telecom rack faceplate, we often turn a precision boss and fasten it to a punched sheet — alignment matters or the rack panels don’t mate. Cross-process planning (sheet metal forming + turning + anodize) reduces rework. Also watch batch size: small prototype batches are cheap on a CNC lathe but expensive if you keep swapping fixtures on the press brake.
cnc turning parts — pricing, lead time, and quoting logic (how shops think)
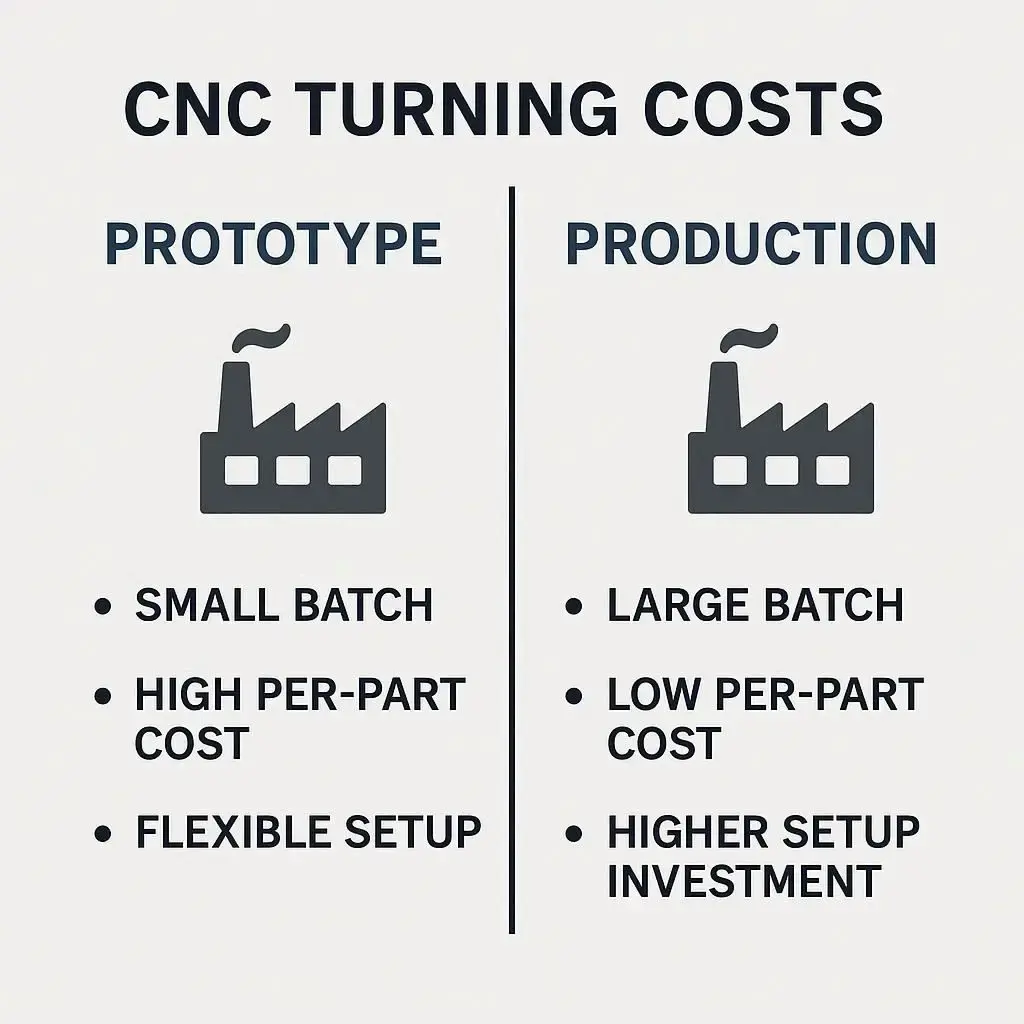
Let’s get a little boring — pricing. Shops think in setup hours, runtime hours, and scrap risk. A quote is mostly: fixture/setup cost + machine time (cutting time, tool life) + secondary ops (CMM, anodize) + material. High-volume runs dilute fixture and setup over parts; prototypes don’t. So if you want the unit cost down, increase batch size or design for quick clamping (collets or a modular soft-jaw family).
Lead time — the big driver is capacity: do we have bar-feed capacity, is the toolroom busy, and do we need special tooling (e.g., custom reamers)? Also, anodizing and heat-treatment shops create bottlenecks. If the job needs anodize, build in an extra 5–10 working days for typical lead times; that’s what our purchasing guys always remind clients about. For speedy turnarounds, prioritize features that let a single-op machine do all critical work: use live tooling or spindle-synchronized mills to avoid multiple setups.
Cost per part examples: a simple turned spacer in 6061, 20 mm length, for 1,000 pcs will have setup amortized so unit price is low. But 10 prototype spacers? Expect a higher per-part price because of setup and inspection overhead. Transparency helps — tell your shop expected batch size and target per-piece cost and they’ll propose compromises (tighten tolerance only where needed, reduce finish specs, change material). That’s the practical logic behind most cnc turning parts quotes. cnc turning parts.
cnc turning parts — two case studies from Baoxuan’s shop floor
Case 1 — telecom connector housing (small run, high fit requirement)
We had an OEM with a connector housing that required a turned boss to align optical connectors in a rack. First prototype? Misaligned by 0.15 mm — enough to kill optical coupling. We swapped to a soft-jaw family, added a pin-locate fixture, and used our CMM to verify concentricity at mid-run. Fixes: modified the CAD to include a larger chamfer, changed to a tighter collet, and asked for an anodize spec that wouldn’t add thickness at the mating face. Result: pass rate jumped from 70% to 98% and assembly rejection fell to near zero. Client said: “Good save — reduced rework,” which is basically a polite way to pay us for fixing their print. That was a messy week, but a classic cnc turning parts win.
Case 2 — long shaft for a pump (prototype → batch)
Long, slender shafts always make us nervous — deflection and chatter are real. On a pump shaft we prototyped with a Swiss lathe to keep concentricity, then switched to a bar-fed lathe with tailstock support for the batch. We reworked the fixture to include a low-friction drive plate and used a light finishing pass with damped boring bars. We also tracked runout across ten sample parts — the CMM file was attached to the shipment for the customer. That process saved the customer about 12% in cost vs. continuing prototypes on the Swiss machine, and the lead time improved. So yeah, sometimes you prototype on a premium machine (Swiss), then scale to a different cell for batch work — strategy matters for cnc turning parts.
Client feedback : “Baoxuan’s team tuned the process quickly — saved time; consistent parts after first batch.” Those short testimonials are what keeps us in business, and they’re true because we file the CMM reports. cnc turning parts.
cnc turning parts — comparison table: pros and cons of different solutions
Below is a practical comparison of common turning-based solutions we pick from for aluminum parts. Short, direct, and—yes—opinionated.
| Solution | Best for / Application | Pros | Cons |
|---|---|---|---|
| Bar-fed CNC lathe | Shafts, standoffs, medium batch | Fast cycle time, low unit cost at volume, simple setup | Setup time for short runs, collet limits diameter |
| Swiss-style sliding head | Long, slender parts, tight concentricity | Excellent for long parts, minimal deflection | Higher per-part cost for small batch, tooling complexity |
| Mill-turn (live tooling) | Complex features, single-op parts | Reduces setups, better alignment between features | Higher machine cost, longer programming |
| Collet + soft-jaw | Small parts, quick changeover | Very fast for small-batch runs, repeatable | Less flexible for larger diameters |
| CNC lathe + tailstock support | Long, heavier shafts | Reduces deflection, more stable | Slower cycle time, extra setup |
| Grinding (OD/ID) | Ultra-tight tolerance/finish | Superior finish and tight tolerances | Secondary op, adds time/cost |
| EDM (for special features) | Non-standard shapes, deep slots | High accuracy for complex shapes | Very slow, limited to conductive materials |
This table should help procurement and engineers choose the right path rather than defaulting to the wrong machine and crying later. Remember the interplay between setup, run time, and post-processes when making decisions about cnc turning parts. cnc turning parts.
cnc turning parts — FAQ (common quick questions)
Q: What’s the minimum practical tolerance for turning aluminum?
A: Practically, ±0.02 mm is achievable on a good setup with stable fixturing and in-process probing. Tighter than that often needs grinding or single-op processes. Always specify mating part tolerances too for context on cnc turning parts.
Q: Should I design press-fits before or after anodize?
A: Design press-fits considering the coating thickness. Anodize can add 10–20 µm per side depending on spec — factor that into your interference fit. Always tell the shop if anodize is planned for the part and they’ll adjust the nominal dimensions for cnc turning parts.
Q: Is Swiss turning always better for long parts?
A: Not always. Swiss excels at very long, thin parts and high-precision concentricity, but for medium batches a bar-fed lathe with tailstock or driven tooling may be more cost-effective. The choice depends on volume and tolerance for cnc turning parts.
Q: How much does batch size change pricing?
A: Dramatically. Setup cost amortization makes 1,000 pcs far cheaper per unit than 10 pcs. If you expect growth, design fixtures that scale or ask for pricing tiers. That’s the practical pricing truth about cnc turning parts.
Quick note on markets and material data — I’ll drop two hard data points you might find useful: the global CNC machining and turning centers market was estimated at about USD 25.99 billion in 2023 and expected to be USD 27.64 billion in 2024 (that’s useful for context on industry capacity and investment). Grand View Research Also, for material selection, the widely used 6061-T6 alloy shows an ultimate tensile strength around 310 MPa (useful when you compare to stainless options). asm.matweb.com
If you’ve read this far — thanks. I tried to keep it practical: real shop tricks, honest failures, and a few things that make quoting easier. If you want, I can sketch a checklist for handing over drawings to a shop (what to include on the print, what not to forget for anodizing, what to call out for fixtures) — that’s the next obvious thing and I’ll do it in a separate note if folks want.
We run a lot of the workflows described here at Baoxuan Precision Manufacturing (yes, Baoxuan Sheet Metal Processing Factory — name’s on the door), and we’ve tuned these methods over years of real mistakes. If you want the checklist, a CMM sample report template, or a quick quoting rubric for procurement — ping me. Ask, share, or complain — I read everything.
— Your grumpy shop-floor friend at Baoxuan.