
Understanding the Role of Metal Bending in the Sheet Metal Processing Chain
The metal bending process determines the structural precision and assembly compatibility of sheet metal components. It acts as the critical link connecting the cutting and welding stages, directly influencing the overall line productivity, yield rate, and delivery cycle.
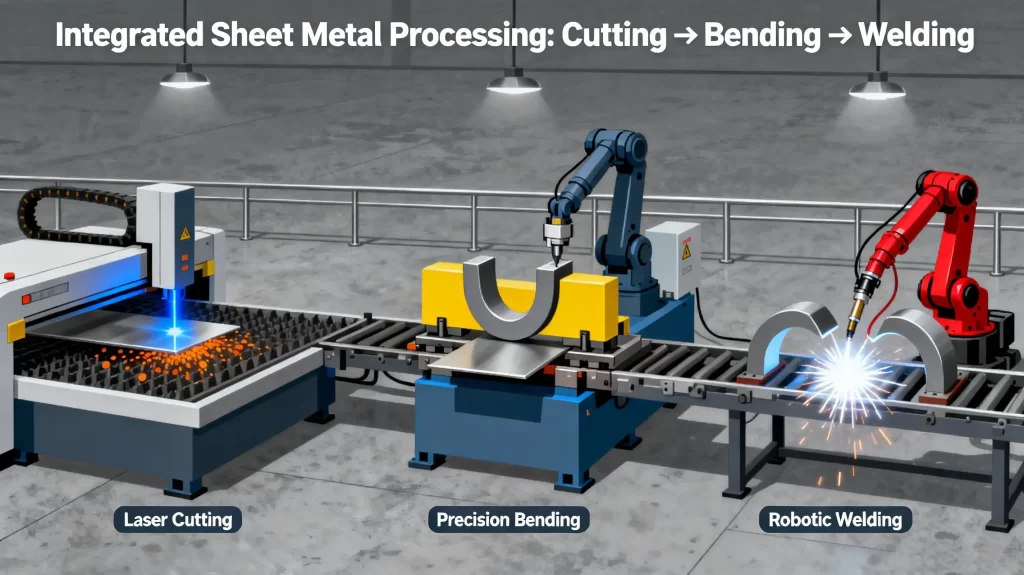
Within a typical sheet metal fabrication workflow, the bending stage is positioned between laser cutting and welding, serving the function of transforming flat plates into three-dimensional structures.
The accuracy of cutting affects cumulative dimensional deviations during bending, while the bending angle defines the alignment accuracy and fit clearance for subsequent welding and assembly.
In automated production lines, any inconsistency in bending angles will significantly reduce robotic welding precision, often triggering chain rework across processes. Consequently, manufacturers frequently define the repeatable bending accuracy as a baseline parameter for the stability of the entire production line when establishing production takt time.
From a cost-structure perspective, bending operations typically account for 30%–40% of total labor hours in the sheet metal forming stage. Equipment investment ranks just below laser cutting systems and slightly below welding automation cells.
For batch production orders, bending speed and die-change efficiency are the two decisive variables affecting delivery timelines.
By adopting CNC press brakes or automated bending systems, manufacturers can leverage programmable compensation and angle detection modules to reduce first-piece setup time to under 10 minutes — a critical requirement for achieving “quick changeover” in multi-variety, mid-volume manufacturing.
The Role and Position of Bending in the Production Line (Integration Between Cutting, Bending, and Welding)
In the overall production flow, bending functions as both a structural transformation and dimensional transmission process.
Laser cutting defines the flat pattern geometry, bending converts it into a three-dimensional structure, and welding completes the assembly and enclosure of the product.
If the bending angle deviation exceeds ±0.5°, the subsequent positioning fixtures will require manual correction, resulting in cumulative dimensional errors and production rhythm interruptions.
Standardized production lines typically employ barcode tracking systems to monitor each bending operation, recording the angle data for every batch. This data is then used in the assembly stage to perform automatic alignment corrections.
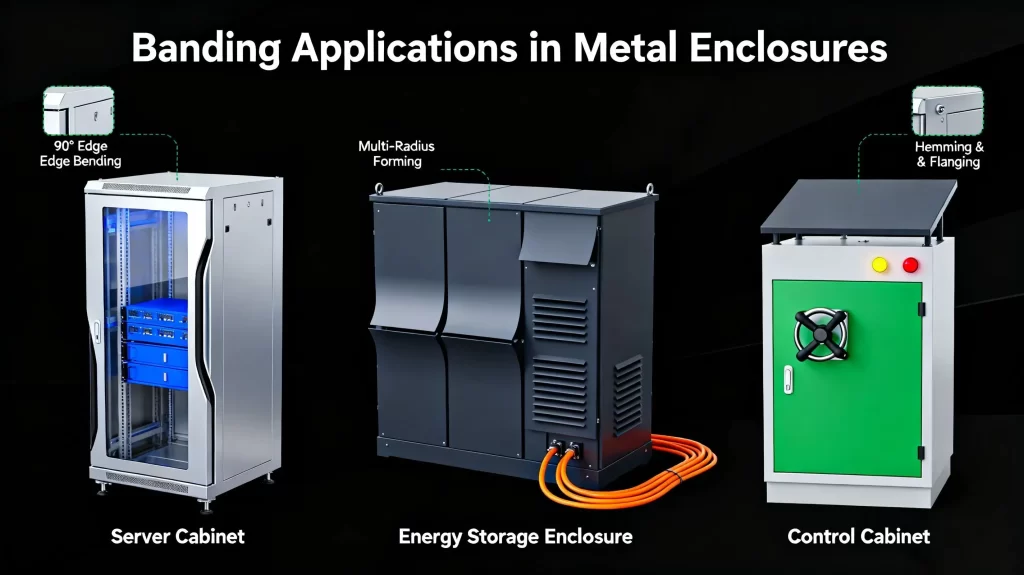
For instance, in the production of server cabinets and energy storage enclosures, panel parts must maintain a diagonal parallelism error of ≤0.3 mm after bending; otherwise, door lock positions will be misaligned during assembly.
To mitigate this, some manufacturers integrate CCD measurement systems or laser angle feedback modules immediately after the bending process, enabling in-line self-inspection and eliminating redundant manual re-measurement.
This process linkage logic establishes a closed-loop data chain among cutting, bending, and welding, ensuring consistent dimensional accuracy and supporting batch-level consistency control across the entire production line.
Differences Between Electric and Hydraulic Bending Machines and Their Effect on Production Cycle Efficiency
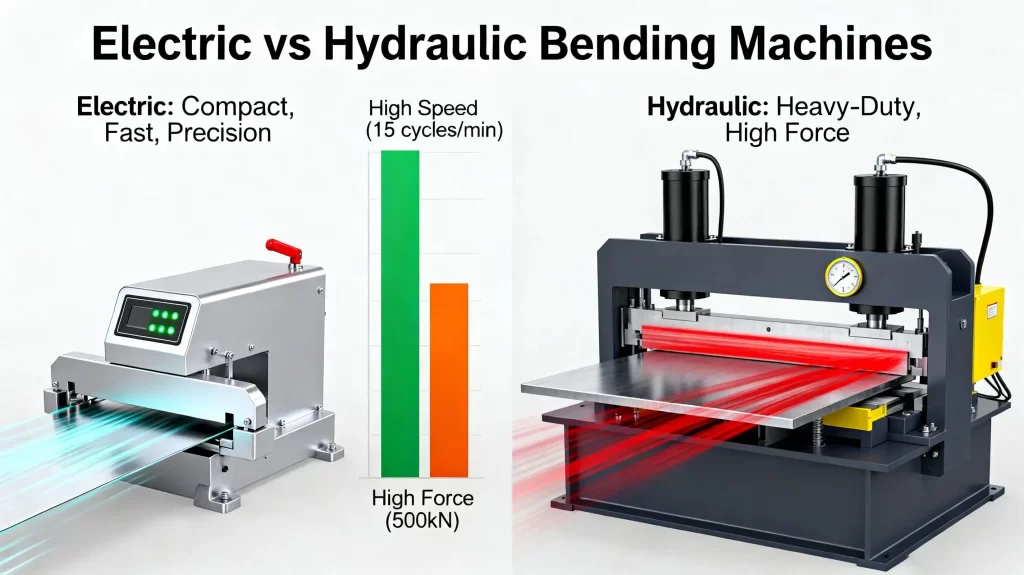
Electric press brakes use servo drives instead of traditional hydraulic systems, offering advantages such as faster response, lower noise, and controllable energy consumption.
Compared with conventional hydraulic machines, electric models achieve 20%–30% improvements in angle compensation speed and positioning response, making them particularly suitable for thin-sheet components and small-lot, multi-step production.
Hydraulic bending machines, however, maintain a strong advantage in high-tonnage and thick-plate applications. Their limitations lie in longer tool-change times and angle instability caused by oil temperature drift during extended operation.
In automated production environments, the bending cycle time depends not only on downward press speed, but also on tool-change duration and auxiliary motion control logic.
Electric press brakes equipped with dual-axis servo systems can achieve repeat positioning accuracy of 0.001 mm, while supporting offline programming and automatic die exchange, enabling continuous batch production with minimal human intervention.
According to the TRUMPF & AMADA 2025 New Product Launch Reports, multiple energy-storage equipment manufacturers have already implemented electric press brakes integrated with collaborative robot loading/unloading systems in their new production lines.
As a result, overall cycle times have been shortened by approximately 25%, demonstrating a substantial improvement in production efficiency and automation compatibility.
Typical Industrial Applications: Examples of Bending Processes in Server Cabinets, Energy Storage Enclosures, and Control Cabinets
In data center cabinet manufacturing, the typical process flow is:
Laser cutting → Bending → Stud riveting → Spot welding & assembly → Surface coating.
The bending stage is generally performed in three sequential steps to ensure perpendicular accuracy between door panels and side panels.
When the bending angle deviation is controlled within ±0.3°, parts can proceed directly to the automatic riveting line without additional correction.
In energy storage enclosure production, greater emphasis is placed on sealing performance and structural strength.
Before bending, anti-crack grooves are pre-machined, and large-opening dies are used to minimize material springback.
For control cabinets, where aesthetic quality is critical, manufacturers typically use panel benders combined with robotic handling systems to ensure smooth corners and indentation-free surfaces.
Across all product types, an online first-piece validation process is implemented at the bending stage to lock the process window before mass production begins.
These examples demonstrate that bending is not merely a deformation process, but rather a balancing point connecting production rhythm, appearance consistency, and delivery efficiency.
When planning a new production line, enterprises should prioritize the assessment of bending capability and automation scalability before determining the overall line configuration.
Classification and Application Scenarios of Metal Bending Processes
Process Principles, Advantages, and Disadvantages of Air Bending, Bottoming, Hemming/Compression, and Swing Bending
Metal bending processes are mainly classified into air bending, bottoming (coining), hemming or compression, and swing bending. Each method differs significantly in accuracy, efficiency, and material adaptability.
- Air Bending: Uses punch stroke control to form angles without full contact between material and die. It requires low forming force and allows flexible angle adjustment, suitable for thin to medium sheets and multi-angle production. However, it is sensitive to material springback and requires experience-based or automatic angle compensation.
- Bottoming: The sheet fully contacts the die cavity, achieving high repeatability and dimensional consistency. It is preferred for thick or precision parts but requires dedicated dies, resulting in longer setup time and higher tooling cost.
- Hemming/Compression: Used to reinforce edges or seal joints, improving rigidity and strength. Precise die alignment is required to prevent surface deformation.
- Swing Bending: Uses a rotating bending arm to avoid friction between the punch and the workpiece. It is ideal for decorative and coated panels, minimizing scratches and pressure marks. Its accuracy depends on the arm’s positioning precision and is often integrated with robotic automation.
Bending Type Selection Based on Material and Thickness
Bending method selection depends on material type, thickness, and required precision:
- 1–2 mm stainless or cold-rolled steel: Air bending for flexibility and lower cost.
- ≥3 mm carbon steel or aluminum: Bottoming for angle stability.
- Anodized or pre-coated surfaces: Swing bending to avoid marking.
- High-springback materials (e.g., 6061 aluminum, high-strength steel): use larger V-die openings and angle compensation.
- Thin-walled aesthetic structures: Combine hemming with bending for smooth edges and rigidity.
For mass production with fixed specifications, dedicated dies improve efficiency.
For multi-variety, small-batch production, programmable electric press brakes or servo-assisted air bending with angle compensation ensure both speed and precision.
Use Conditions for Panel Benders in Flexible Manufacturing
Panel benders, utilizing upper, lower, and lateral blade systems, perform automatic four-edge bending without die replacement. They are ideal for large panels such as appliance covers or cabinet doors.
When product variety is high and lot size is under 500 sets, or panel width exceeds 600 mm, panel benders dramatically improve setup efficiency.
Prerequisites include stable blank size and high cutting precision, as excessive cutting errors can accumulate angular deviations.
By integrating panel bending centers with collaborative robots, manufacturers have reduced changeover time to 2–3 minutes, making the equipment the core unit of flexible production lines in 2025 OEM facilities.
Key Factors Affecting Metal Bending Costs
Impact of Material Thickness, Flat Size, Bend Count, and Die Structure on Quotation
Bending cost varies with material thickness, unfolded dimensions, number of bends, and die design.
Each additional bend adds 30–60 seconds to operation time. Thicker materials require higher tonnage and more durable dies, increasing wear cost.
For instance, bending a 4 mm carbon steel plate may demand 2.5× the force of a 2 mm cold-rolled plate, directly affecting unit pricing.
Customized dies for complex structures (e.g., energy cabinet stiffeners) further raise prototype costs.
Cost Share of Bending Accuracy, Tolerance, and Inspection
When customers demand angle precision within ±0.3° or dimensional tolerance within ±0.2 mm, manual inspection becomes insufficient.
Angle compensation and in-line laser or CCD measurement systems increase machine depreciation by 10–15%, and testing costs often represent 5–8% of total quotation for precision housings such as control cabinets or servers.
Automation Level and Labor Hour Cost Differences
Higher automation lowers per-piece labor costs but requires higher initial investment.
A cobot-fed bending cell can replace two operators but needs offline programming and simulation.
Although initial investment rises 15–20%, annual throughput above 50,000 units reduces per-part cost by 10–15%.
Offline programming shortens setup time from 30 minutes (manual) to 5 minutes (automated), stabilizing production rhythm and reducing scrap rate.
Developing the Optimal Process Plan to Balance Cost and Lead Time
Optimizing Bend Angles and V-Die Parameters During Design
Design-phase parameterization directly affects forming accuracy.
The V-die opening width should be 6–8× the sheet thickness (t×6–t×8).
Narrower dies risk cracking; wider ones cause uneven springback.
Compensation tables should be built by material type (e.g., 1.5 mm cold-rolled steel ≈ 0.36 factor; aluminum ≈ 0.43).
Standardizing bend radii and angles reduces die changes and improves first-pass yield.
Standard Workflow for Offline Programming and First-Piece Verification
For 1–3 month batch cycles:
- Generate bend sequences and springback compensation from 3D models.
- Simulate virtually to detect tool interference.
- Import to machine and perform trial bend.
- Fine-tune compensation parameters.
This process reduces manual setup time from 1 hour to under 15 minutes, achieving >95% first-pass yield.
Some MES systems automatically back-write inspection data for future reuse.
Enhancing Production Continuity via Die Standardization and Changeover Strategy
Standardized tooling minimizes downtime.
Unified die openings and quick-clamp systems cut tool-change time by 30–40%.
Production scheduling should prioritize by batch size → angle group → shared tooling ratio.
Dual-station or auto-changeover systems enable 8-hour continuous operation with ±1-day delivery variation.
Equipment Selection and Procurement Guide
Performance Comparison and Price Ranges: Hydraulic, Electric, and Hybrid Press Brakes
- Hydraulic: Wide tonnage range, suited for thick plates; affected by oil temperature drift and maintenance downtime.
- Electric: Fast response, high repeatability, low noise and energy use; ideal for thin-to-medium sheets.
- Hybrid: Balances energy efficiency with heavy-duty capability.
Cost hierarchy (same tonnage/configuration): Electric ≥ Hybrid ≥ Hydraulic.
Adding angle sensors, quick-change dies, or robot interfaces widens the investment gap.
Compatibility of Collaborative Robots, Automatic Feeders, and Pick-Up Systems
Cobots fit medium/small parts with repetitive bends.
Industrial robots or gantries handle large panels for rigidity and speed.
Key factors: payload, arm reach, interference, workstation layout, and surface protection.
Soft grippers and flip tables are recommended for coated or aesthetic parts to prevent surface marks.
ROI Calculation for Equipment Investment in SMB and OEM Production
ROI ≈ Initial Investment ÷ Monthly Net Cash Flow
Example: electric press brake + cobot (¥1.2M investment) saves ¥30k labor, ¥10k from yield improvement, ¥6k from energy savings; costs ¥22k/month → ROI ≈ 50 months.
For dual-shift OEM production, ROI shortens to 24–30 months.
6. Material Applications and Corresponding Bending Characteristics
Springback and Minimum Radius Recommendations for Common Materials
| Material | Springback | Min. Bend Radius | Notes |
| Cold-Rolled Steel (SPCC/Q235) | 0.5–1° | ≥1.0t | Stable, low cost |
| Stainless Steel (304/316L) | 2–3° | ≥1.5t | High strength, requires compensation |
| Aluminum Alloy (5052/6061) | 2–4° | ≥1.5–2t | Preheat or anneal for thick sections |
Effect of Surface Treatments on Forming Quality
Coatings and finishes alter friction and ductility.
Powder-coated, anodized, or galvanized materials may crack or delaminate during bending.
Whenever possible, bend before coating.
If post-finish bending is required, use large-radius dies and protective films.
Surface defects account for ~35% of rework, half of which can be prevented through die and process optimization.
Material Trends in New Energy and Cabinet Applications
Energy-storage enclosures increasingly favor lightweight and conductive materials, primarily aluminum alloys (6061-T6, 5052).
By 2025, aluminum materials represent over 52% of total enclosures (BNEF & MIIT reports).
Hybrid structures combining stainless-steel reinforcements with aluminum shells are common to balance conductivity, heat dissipation, and corrosion resistance.
Supplier Selection and Batch Delivery Control
Verification Criteria: Samples, Process Files, Capacity Reports, and Quality Traceability
Supplier evaluation should cover:
- Samples and Test Reports: angle deviation ≤±0.5°, flatness ≤0.3 mm.
- Process Documentation: bending cards, die lists, equipment inventory.
- Capacity Report: ≥80% utilization, quick-change capability.
- Traceability System: batch and operator linkage via MES data.
Delivery Synchronization in Fixed-Point Supply Models
Long-term OEM supply depends on transparency and rolling forecasts, not after-the-fact expediting.
A “forecast + dynamic capacity” mechanism ensures ±5% delivery variance.
Shared ERP/API integration allows real-time visibility of production load and material status.
Price Locking and Cost Transparency
Use material index linkage + itemized quotation for stable long-term pricing.
Quarterly cost reviews track automation gains.
Transparent suppliers typically show 15% lower rework rates and 20% higher on-time delivery.
Common Bending Problems and Improvement Suggestions
Causes and Corrections for Angle Deviations, Cracks, and Springback
- Angle Deviation: From material thickness fluctuation or die wear → adjust V-die width or compensation.
- Cracking: Common in stainless and aluminum → increase radius (≥1.5t), bend across grain, or pre-slot.
- Springback: Overbend by 1–2° or apply automatic compensation.
Automatic angle detection reduces deviation from ±0.7° to ±0.2°, lowering scrap by ~40% (AMADA 2025 White Paper).
Practical Measures for Process Compensation and Equipment Maintenance
Establish monthly angle calibration and quarterly die wear inspection.
Maintain synchronization within ±0.05 mm.
Install temperature compensation modules for hydraulic systems.
Electric presses can record real-time deviation and apply self-learning springback curves, cutting setup time by 30%.
On-Site Quality Control Checklist
| Inspection Item | Standard | Frequency | Notes |
| Angle Consistency | ±0.5° | Every 50 pcs | Laser or gauge check |
| Inner Radius | ≥1.0t (CS), ≥1.5t (SS) | First piece | Prevent cracking |
| Surface Marks | None | Each batch | Required for visible parts |
| Grain Direction | ⟂ to bend line | First piece | Avoid cracks |
| Die Cleanliness | Every shift | – | Keep contact area clean |
Purchasing Decision Guidance and Risk Alerts
Process from Requirement Definition to Contract Signing
- Requirement definition (drawings, batch, tolerance, quality).
- Technical DFM review with engineering and quality teams.
- Multi-supplier quotation and cost breakdown.
- Sample validation (target ≥95% pass rate).
- Contract signing with terms for tooling ownership and delivery.
Batch acceptance and traceability loop.
Comparing Quotations and Process Capabilities
- Evaluate not only price but capability structure:
- Process capacity (tonnage, axis control, angle sensors).
- Delivery ability (lead time, utilization, automation ratio).
- Cost breakdown clarity.
Continuous improvement (MES traceability).
Matrix scoring reveals that high-rated suppliers achieve <10% deviation rate in deliveries.
Compliance Considerations for Imported vs. Domestic Equipment and Suppliers
For imports, review tariff, CBAM carbon data, and spare parts cycle (2–4 weeks).
For domestic partners, verify environmental permits and safety compliance.
Contracts should include localized spare-part clauses.
90% of downtime disputes stem from poor after-sales response (Machine Tools Market Report, 2025).
Summary and Recommended Actions
Core Review: Balancing Cost, Lead Time, and Quality
| KPI | Key Strategy | Typical Impact |
| Cost Control | Standardized dies + offline programming | −30% setup, −5–8% scrap |
| Delivery Assurance | Automated bending + rolling scheduling | ±5% delivery variance |
| Quality Stability | Online detection + compensation | ±0.2° angle accuracy |
These metrics form the Deliverability Matrix defining sustainable bending operations.
Process Evaluation Template for Purchasing Managers
| Dimension | Core Indicator | Recommended Standard |
| Equipment Capability | Type, tonnage, angle system | With angle compensation & quick-change |
| Process Documentation | Cards, die list, QC logs | Complete and traceable |
| Delivery Capacity | Utilization ≥80%, setup <15 min | Continuous flow |
| Quality Control | FPY ≥95%, batch traceability | MES-based |
| Cost Transparency | Itemized quote, material index link | Clear segmentation |
Recommended actions:
- Introduce Design for Bending (DFB) in project kickoff.
- Conduct quarterly supplier quality and cost audits.
- Build angle and dimension baseline archives for long-term reuse.
- Partner with suppliers using offline programming and MES traceability.
Disclaimer and Technical Reference Note
All technical parameters and cost estimates are based on industry practices and public data sources.
Values without certified references are labeled “no authoritative data available” and should be validated through actual production.
As a professional sheet metal manufacturer, Baoxuan Precision Manufacturing specializes in metal bending, welding, and full-line automation integration, providing OEM services for cabinets, control boxes, energy storage, and new-energy structures.
For project evaluations or process consulting, please contact Baoxuan Precision Manufacturing.