

The Role of Sheet Metal Welding in Structural Fabrication
Sheet metal structural welding refers to the process of joining laser-cut, CNC-bent, punched, or PEM-inserted metal components into functional assemblies through welding, straightening, grinding, and surface finishing. These welded sheet metal structures are commonly used in equipment enclosures, metal brackets, machine frames, control cabinets, automation bases, and custom industrial sheet metal parts.
At first glance, the job may seem as simple as welding several metal plates together. In real production, however, the result depends on drawing review, welding sequence, fixture positioning, heat input control, and batch consistency. For customers outsourcing OEM sheet metal welding, the questions are usually very practical: Is the weld strong enough? Are the dimensions accurate? Will the parts still fit after powder coating? Can every batch remain consistent? These are also the areas Baoxuan Sheet Metal Fabrication focuses on when handling welded structural projects.
Reducing Rework Starts with Drawing Review
For welded sheet metal structures, quoting and production should not begin before the drawing is properly reviewed. Weld locations, material thickness, bending direction, hole datum, assembly clearance, and finishing requirements all have a direct impact on the final part.
Take an equipment enclosure as an example. If the door frame is fully welded around all four sides, thin sheet metal may shrink inward after welding. The result can be uneven door gaps, misaligned lock holes, or hinge positions that no longer fit. This is not unusual, but it is frustrating once it reaches the rework stage. A more reliable approach is to confirm the assembly datum first, then decide whether segmented welding, skip welding, tack welding, or pre-set counter-deformation is needed.
This is also where ideas from a Metal Bending Guide become useful. Bend radius, flange height, K-factor, and bend reliefs may seem like bending details, but they affect welding fixtures, joint gaps, and the available space for grinding after welding.
Choosing the Right Welding Method
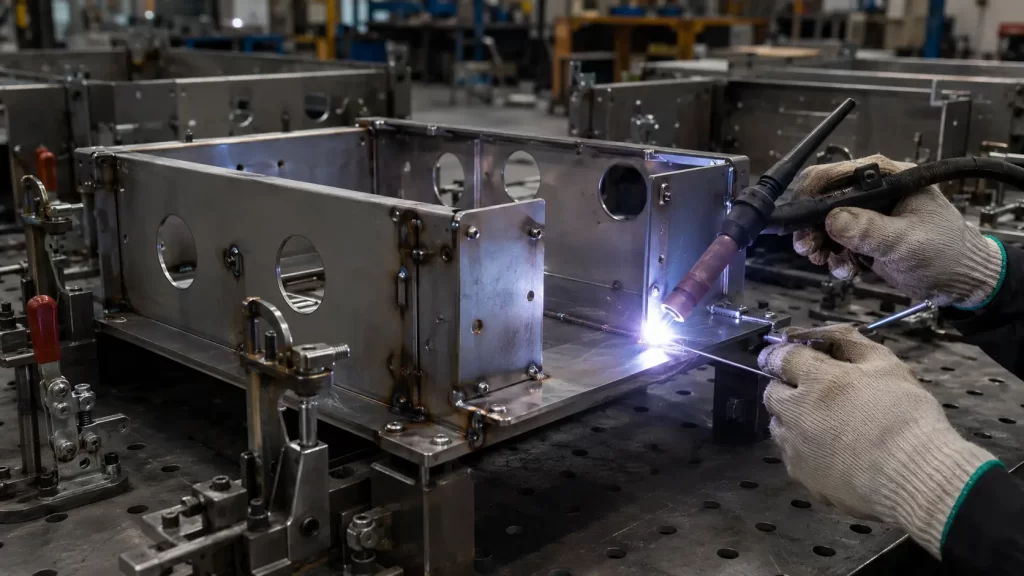
Common processes for sheet metal structural welding include TIG welding, MIG/MAG welding, spot welding, laser welding, and robotic welding. No single process fits every project. Equipment enclosures usually require better appearance and flatness. Brackets often focus more on load-bearing capacity and hole accuracy. Machine frames need attention to squareness, diagonal dimensions, and overall rigidity.
| Welding Method | Suitable Products | Advantages | Points to Watch |
| TIG welding | Stainless steel enclosures, thin sheet metal boxes | Fine weld appearance, good control | Slower production speed |
| MIG/MAG welding | Machine frames, bases, heavy brackets | Good strength and higher efficiency | Distortion and spatter must be controlled |
| Spot welding | Reinforcing ribs, internal supports | Fast process, less impact on visible surfaces | Requires suitable overlap and access |
| Laser welding | Precision thin sheet metal and appearance parts | Narrow weld seam, low distortion | Requires tight joint gaps |
| Robotic welding | Batch brackets and repeatable welded structures | Good consistency | Fixtures must be stable before production |
For prototype projects, manual welding with fixture adjustment is often more flexible. Once the design is stable and the quantity increases, robotic welding and dedicated welding fixtures become more valuable. Baoxuan Precision Manufacturing usually selects the process based on quantity, structure, appearance requirements, and delivery schedule, rather than simply choosing the most advanced-sounding equipment.
Welding Distortion and Dimensional Inspection Must Be Planned Early
Welding distortion is caused by localized heating and cooling shrinkage. It becomes more obvious on thin sheets, large surfaces, and long weld seams. Practical control methods include symmetrical welding, segmented welding, skip welding, fixture positioning, counter-deformation, and post-weld straightening.
In other words, welding should not be treated as a final add-on process. It needs to be considered from the structural design stage.
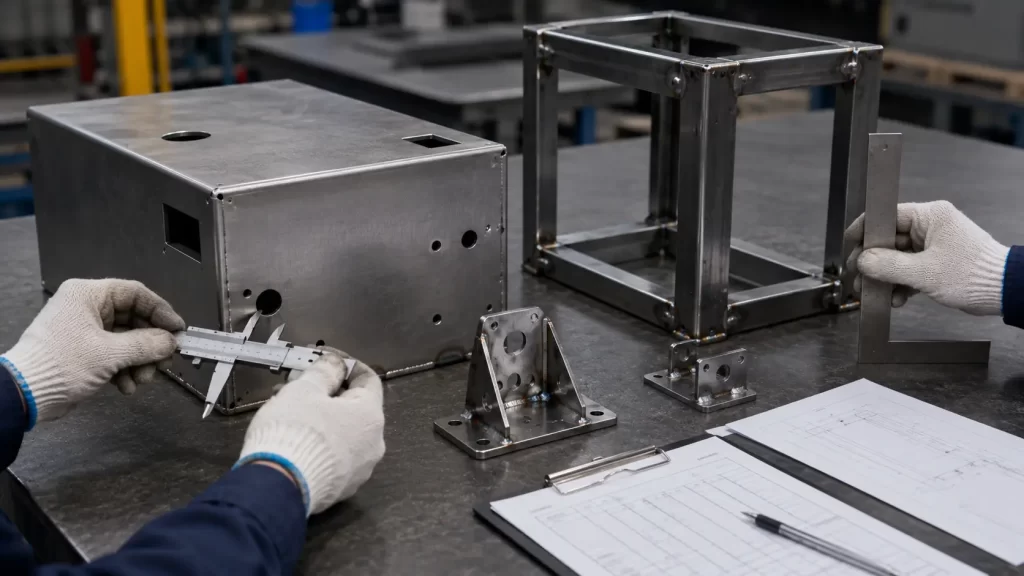
Dimensional tolerances for welded structures are also different from those for simple bent sheet metal parts. ISO 13920:1996 provides general tolerances for welded structures. For example, under tolerance class B, linear dimensions from 400 mm to 1000 mm allow ±4 mm, while dimensions from 1000 mm to 2000 mm allow ±6 mm. Critical hole positions, rail mounting surfaces, and motor mounting holes usually need stricter requirements and may require post-weld machining or dedicated inspection fixtures.
Typical inspection items include overall length, width, and height, diagonal dimensions, flatness, perpendicularity, hole position, weld appearance, threaded holes, and trial assembly. It is best to define critical and non-critical dimensions clearly on the drawing. If every dimension is treated as critical, cost and lead time can increase quickly.
New Technologies Are Making Batch Welding More Stable
In recent years, laser welding, robotic welding, visual seam tracking, offline programming, and digital welding parameter recording have become more common in sheet metal fabrication. According to the International Federation of Robotics’ World Robotics 2024 report, there were 4,281,585 industrial robots operating in factories worldwide in 2023, with 541,302 new installations that year. This shows that automation in metal fabrication and welding continues to grow.
That said, custom sheet metal structures should not be automated blindly. For low-volume equipment enclosures that may still go through drawing changes, manual welding can be more adaptable. For brackets and frames with stable structures and repeatable weld paths, robotic welding is often a better fit. Baoxuan Metal Fabrication places more value on finished-part stability than on using technology as a selling point. The equipment must support delivery, not just sound impressive.
Surface Finishing and Packaging Also Affect Final Quality
Powder coating, painting, e-coating, galvanizing, stainless steel brushing, and passivation all influence the welding plan. Powder-coated parts require controlled weld grinding and smooth transitions. Galvanized parts may need drain holes. Stainless steel structures require attention to weld discoloration and brushing direction.
Packaging is just as important. Equipment enclosures, frames, and brackets can be damaged during transport if corners and visible surfaces are not properly protected. Common packaging methods include protective film, foam, corner guards, interleaving paper, pallets, wooden crates, and batch labels. Good fabrication is only part of the job. Stable delivery is what completes the order.

FAQ
How does an OEM sheet metal welding supplier control welding distortion?
Welding distortion is mainly controlled through drawing review, proper welding sequence, positioning fixtures, segmented welding, symmetrical welding, counter-deformation, and post-weld straightening. For equipment enclosures and machine frames, diagonal dimensions, flatness, and trial assembly should also be checked.
Is custom welding suitable for low-volume equipment enclosures, brackets, and frames?
Yes. For low-volume projects, it is usually better to produce samples first, confirm the structure, weld appearance, hole accuracy, and surface finishing, and then move into batch production.
What information is needed for a welded sheet metal quotation?
It is best to provide 2D drawings, 3D files, material grade, sheet thickness, quantity, surface finish, welding requirements, visible surface requirements, and packaging needs.
Does every welded structure need full welding?
No. Full welding is suitable for sealed areas or high-strength positions, but it can increase distortion. Many brackets and reinforcement parts can use intermittent welding, spot welding, or partial full welding depending on the load and application.
Do all welds need to be ground before powder coating?
Visible surfaces and interference areas usually need grinding. Non-visible areas can be handled according to the drawing requirements. The grinding area should be confirmed in advance to avoid cost and appearance disputes.
Final Thoughts
OEM sheet metal structural welding is not just about making a clean weld bead. The real goal is to make sure the equipment enclosure can be assembled smoothly, the bracket can carry the required load, the frame remains dimensionally stable, and every batch can be delivered without unnecessary issues.
If you have a project involving welded sheet metal parts, equipment enclosures, metal brackets, or machine frames, you can send your drawings, quantity, material, and surface finishing requirements to Baoxuan Sheet Metal Fabrication for review. You are also welcome to share issues you have encountered with welding distortion, hole misalignment, or packaging damage. Many problems are much easier to solve before production starts.