

Custom metal stamping is a manufacturing process that uses stamping dies and press equipment to cut, bend, draw, flange, and form sheet metal into parts that meet specific structural, dimensional, and assembly requirements. For customers outsourcing production, the key question is not how large the press is, but whether the supplier can consistently turn engineering drawings into qualified production parts.
Metal stamping remains one of the core processes in industrial manufacturing. According to Grand View Research, the global metal stamping market was valued at approximately USD 257.26 billion in 2025 and is expected to reach USD 373.85 billion by 2033. Automotive components, electrical and electronic parts, industrial equipment, and new energy structural parts continue to be major application areas for stamped metal components.
When I evaluate this type of project, I usually focus on three things: whether the material is suitable for forming, whether the tooling plan matches the production volume, and whether critical dimensions can remain stable over time. Price matters, of course. But if hole spacing, burrs, springback, or surface marks are not properly controlled, the cost will eventually move downstream into assembly, inspection, rework, or delivery delays.
Material Selection and Tooling Strategy
Common stamping materials include cold-rolled steel, galvanized steel, stainless steel, aluminum, copper, spring steel, and high-strength steel. Each material behaves differently in terms of ductility, hardness, springback, and surface sensitivity. These factors directly affect die clearance, bending radius, drawing stages, and deburring methods.
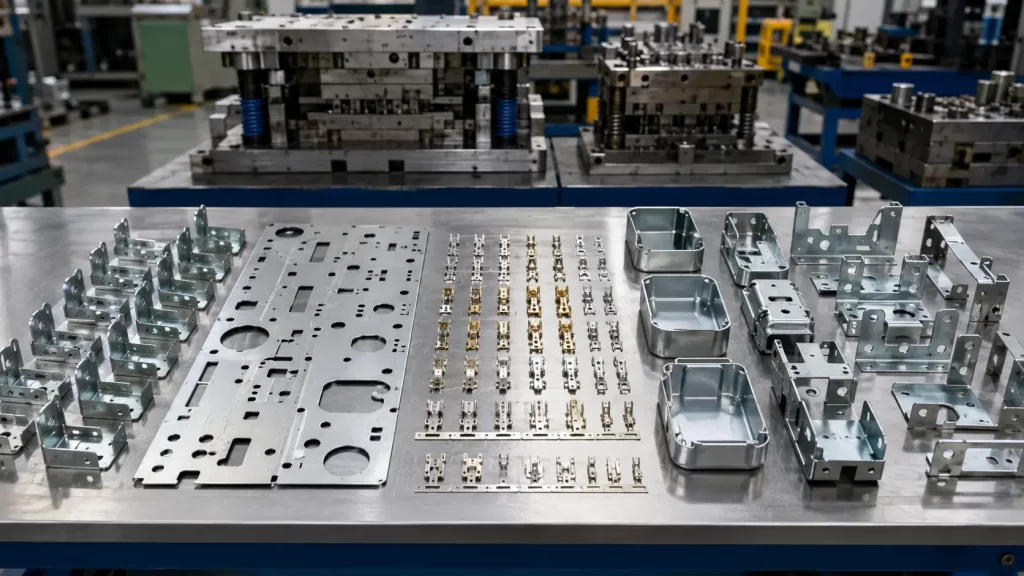
At Baoxuan Sheet Metal Fabrication, we usually begin by reviewing annual volume, part complexity, and tolerance requirements before recommending a tooling approach. For low-volume prototypes, single-operation dies or simplified tooling may be more practical. For stable production runs involving brackets, terminals, spring contacts, and connecting plates, compound dies or progressive dies are often more suitable. For deep-drawn housings, cup-shaped parts, or complex formed components, the main focus shifts to cracking, wrinkling, thinning, and material flow.
| Solution | Suitable Parts | Advantages | Key Considerations |
| Single-operation die | Low-volume brackets, trial parts | Lower tooling cost and flexible adjustment | Limited efficiency; positioning error needs control |
| Compound die | Punched plates, flat blanking parts | Better dimensional consistency | Higher tooling maintenance requirements |
| Progressive die | Terminals, spring contacts, high-volume stamped parts | High efficiency, suitable for automatic feeding | Higher upfront tooling cost; drawings should be stable |
| Drawing die | Housings, cup-shaped parts, deep-formed parts | Suitable for three-dimensional forming | Cracking, thinning, and wrinkling must be controlled |

Precision Control and Quality Verification
Quality control for precision OEM stamped parts should begin during drawing review. Material grade, sheet thickness, tolerance, burr direction, visible surfaces, assembly datum, and surface finishing requirements should all be confirmed before production begins. ISO 2768-1 is often used as a general tolerance reference. For example, under the medium tolerance class, linear dimensions from 30 to 120 mm are typically referenced at ±0.3 mm. However, for mounting holes, locating edges, snap-fit areas, and electrical contact surfaces, I recommend specifying dedicated tolerances instead of relying only on general tolerance standards.
Before mass production, Baoxuan Precision Manufacturing usually arranges trial stamping, first article inspection, and assembly verification. Common inspection tools include calipers, micrometers, height gauges, optical measuring systems, custom gauges, coating thickness gauges, and visual inspection procedures. For customers in the automotive or electronics industries, additional documentation may be required, such as FAI reports, material certificates, PPAP documents, process flow charts, and inspection records.
Small issues can create real problems. A burr that is slightly too high, a bend angle with 0.5° more springback than expected, or a powder-coated hole that becomes too small after finishing may all affect final assembly. I prefer to identify and discuss these risks during the sampling stage. It takes more communication at the beginning, but it is far better than correcting problems after production has started.
Mass Production and Delivery Management
Once a custom stamped part enters mass production, consistency depends on process documentation, die maintenance, in-process inspection, and protective packaging. In recent years, automatic feeding systems, servo presses, online vision inspection, and MES-based production tracking have become more common in precision hardware and new energy structural components. These technologies can improve production stability and help identify abnormalities earlier, but their use should still depend on order quantity, drawing stability, and part complexity.
At Baoxuan Metal Processing Factory, we pay close attention to four delivery-related points: whether the drawing version is correct, whether the first article has been approved, whether surface finishing will affect assembly, and whether the packaging can prevent scratches, deformation, and mixed parts. For export orders, labels, pallets, moisture protection, anti-scratch film, and carton strength also need to be reviewed. A stamped part that passes inspection at the factory is only part of the job. The real goal is that it arrives at the customer’s site ready for smooth assembly.

FAQ
How can I evaluate whether a custom metal stamping supplier is reliable?
Look at the supplier’s drawing review process, tooling proposal, first article inspection, process records, surface finishing coordination, and delivery documentation. A supplier that actively identifies potential risks is often a better fit for long-term OEM cooperation.
What information should be provided for precision OEM stamped parts manufacturing?
It is best to provide 2D drawings, 3D models, material requirements, annual volume, surface finishing requirements, critical dimensions, assembly conditions, and packaging needs. The more complete the information, the more accurate the quotation and manufacturing plan will be.
Is metal stamping suitable for low-volume custom parts?
Yes, but tooling investment should be controlled. For low-volume production, simplified tooling or single-operation dies can be used to verify the structure first. Once the order becomes stable, compound dies or progressive dies can be evaluated.
How can burrs on stamped parts be controlled?
Burr control depends on die clearance, cutting edge condition, material thickness, blanking direction, and deburring processes. For critical assembly edges, burr direction and allowable burr height should be clearly defined on the drawing.
Will surface finishing affect stamped part accuracy?
Yes. Powder coating, electroplating, anodizing, and other finishes may affect hole diameter, coating thickness, thread condition, and contact surfaces. For threaded holes, grounding areas, and assembly holes, protection or secondary processing should be planned in advance.
If you are outsourcing a custom metal stamping project, it is worth preparing the drawings, material requirements, order quantity, and surface finishing details before asking for a quotation. I usually recommend starting with a process review, then confirming samples, tooling, and the mass production delivery plan. This makes the project more predictable from the very beginning.